The scale is substantial. According to Mordor Intelligence, the automotive body-in-white market — the core application for stamped and welded sheet metal — is valued at USD 146.92 billion in 2026 and is forecast to reach USD 174.67 billion by 2031 at a 3.52% CAGR.
For procurement managers, engineers, and OEMs, the challenge is not a shortage of fabrication capacity. It's selecting the right materials, processes, and manufacturing partners to balance performance, weight, cost, and compliance in a supply chain that grows more complex every year — particularly as EV platforms introduce entirely new demands on forming, joining, and sealing.
This guide covers what you need to know: key materials, core fabrication processes, major automotive applications, EV-specific requirements, quality standards, and how to evaluate a fabrication partner.
Key Takeaways:
- Steel remains dominant in body-in-white structures; AHSS enables mass reduction without sacrificing crash performance
- Stamping is the backbone of high-volume automotive fabrication, but laser cutting, MIG/TIG welding, and multi-material joining are equally critical
- EV platforms demand tighter tolerances, more complex sealing, higher copper content, and greater lightweighting than ICE vehicles
- IATF 16949 certification is a non-negotiable baseline for automotive supply chain qualification
- Integrated fabrication partners — combining forming, machining, surface treatment, and assembly — reduce handoff risk and compress lead times
What Is Sheet Metal Fabrication in the Automotive Market?
Automotive sheet metal fabrication is the process of transforming flat metal stock (sheets, coils, or strips) into structural and functional vehicle components through cutting, forming, joining, and finishing operations. It sits alongside casting and forging in the automotive supply chain, though the processes serve different geometries: castings handle complex three-dimensional shapes with internal features, forgings deliver dense high-load parts, and sheet metal handles large, thin-walled structures with high surface area requirements.
Sheet metal dominates wherever engineers need to combine structural performance with controlled weight and geometry — which covers most of the vehicle body. In safety-critical structures, it holds advantages over composites and plastics across several dimensions:
- Strength-to-weight ratio suited to body panel and structural member requirements
- Formability into complex profiles, contours, and reinforced geometries
- Cost competitiveness at the high volumes automotive production demands
- Full recyclability aligned with end-of-life vehicle regulations
That said, material selection still involves real trade-offs. ORNL notes that steel and aluminum remain favored in primary body structures because they combine strength, ductility, cost, and compatibility with high-volume manufacturing. Aluminum body-in-white structures, while lighter, cost 60–80% more than equivalent steel structures — which explains why engineers rarely treat material choice as a simple decision.
Key Materials Used in Automotive Sheet Metal Fabrication
Mild Steel and Advanced High-Strength Steel (AHSS)
Mild steel — processed as hot-rolled (HRS) or cold-rolled (CRS) sheet — remains the workhorse for body-in-white structures. Its formability, weldability, and cost make it the default choice for floor pans, roof panels, and lower-load structural members.
AHSS grades — dual-phase steels, martensitic grades, and third-generation alloys like QP980 and TBF 1180 MPa — let engineers use thinner gauges without sacrificing crash performance. The result: lower mass with maintained pillar strength, door intrusion resistance, and rocker rigidity. According to WorldAutoSteel, high-strength and advanced high-strength steels can reduce vehicle mass by up to 25%.
Real-world adoption numbers illustrate the shift. ArcelorMittal's data shows the 2017 Kia Sportage used AHSS in approximately 51% of its BIW, while the 2021 Jeep Grand Cherokee L reached 60% AHSS content in its body structure.
Aluminum Alloys
Aluminum's weight advantage is well established, but alloy selection determines where it fits. The 5xxx series (strong formability, corrosion resistance) suits body panels and closures; 6xxx-series alloys (heat-treatable, higher strength) handle structural extrusions, subframes, and EV battery trays.
The Aluminum Association's 2023 survey projects aluminum content will grow by nearly 100 lb per vehicle from 2020 to 2030, reaching approximately 556 lb per vehicle. Battery-electric light trucks are forecast to average 644 lb of aluminum content by 2030 — well above the broader fleet average.
Aluminum requires adapted tooling and joining techniques compared to steel. Formability is more sensitive to tooling radius and lubrication, and traditional resistance spot welding must be supplemented with self-piercing rivets or adhesives for multi-material assemblies.
Stainless Steel, Copper, and Specialty Metals
- Stainless steel: Used in exhaust systems, heat shields, and decorative trim where corrosion resistance and elevated-temperature performance are required
- Copper: Critical in EV platforms — busbars, wiring harnesses, and power electronics heat sinks. The International Copper Association reports BEVs contain 83 kg of copper per vehicle, compared to roughly 20–25 kg in a conventional ICE vehicle
- Titanium and magnesium: Remain niche materials reserved for motorsport and performance applications where cost is secondary to weight
Material Selection Trade-offs
Every material decision involves four competing variables:
- Mechanical performance — tensile strength, fatigue resistance, crash energy absorption
- Weight targets — gram-level decisions on closures add up to range on EVs
- Process compatibility — some AHSS grades require specialized tooling and welding parameters; aluminum demands different die geometry
- Total cost — raw material price is only one factor; tooling investment, cycle time, and finishing costs complete the picture
The "right" material is always application-specific. A B-pillar and a hood skin are rarely made from the same alloy.
Core Sheet Metal Fabrication Processes for Automotive Parts
Cutting
Three primary methods cover the majority of automotive cutting requirements:
| Method | Best For | Trade-offs |
|---|---|---|
| Laser cutting | Complex profiles, AHSS, thin-to-medium gauge, prototyping | Higher equipment cost; slower on thick plate |
| Plasma cutting | Thick structural plate, high speed | Larger heat-affected zone; less precision |
| Shearing/blanking | High-volume coil-fed stamping lines, straight cuts | Limited to simple geometries |
Waterjet cutting serves as a niche cold-cutting option for heat-sensitive materials or composite-metal stacks where thermal distortion must be avoided.
Stamping and Forming
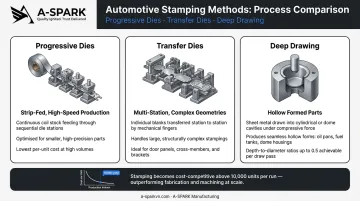
Stamping is the dominant production process for automotive body panels and structural parts. Two die configurations handle most of the work:
- Progressive dies — strip-fed, high-speed production of smaller, simpler parts; tooling is compact and efficient at volume
- Transfer dies — larger, multi-station tools where parts are transferred between stations; suited to complex geometries that can't be produced in a single stroke
Deep drawing produces hollow formed parts — oil pans, fuel tanks, and dome-shaped structural features. Press braking and roll forming handle lower-volume brackets, channels, and hat-section structural members.
Tooling investment is substantial. A single automotive stamping die set can range from a few thousand dollars to more than USD 1 million depending on size and complexity. But cost-per-part drops sharply at automotive production volumes, making stamping highly cost-competitive for programs above 10,000 units annually.
Welding and Joining
Four methods form the backbone of automotive joining:
- Resistance spot welding (RSW): The workhorse of body shop operations — fast, automatable, and compatible with most steel gauges
- MIG welding: Standard for chassis, frames, and exhaust system joints
- TIG welding: Used for precision joints on aluminum, stainless steel, and visible components where weld quality is critical
- Laser welding: High-speed, low-distortion joining for AHSS tailor-welded blanks, tubular structures, and dissimilar material combinations; AHSS Insights reports laser-based joining can increase BIW torsional stiffness by up to 14%
Multi-material assemblies — increasingly common on EV platforms — rely heavily on self-piercing rivets (SPR) and structural adhesives to join aluminum to steel or steel to composites without the thermal distortion or intermetallic problems caused by fusion welding.
CNC Machining and Post-Processing
Joining completes the assembly structure, but many stamped and cast components still need precision secondary work before they're functional. Engine brackets need accurate bores, transmission housings require tight mating surfaces, and suspension knuckles demand tolerances that forming processes alone can't hold. CNC milling, turning, and drilling deliver that accuracy.
Keeping secondary operations in-house — rather than shipping parts to a separate supplier — removes handling steps, cuts lead time, and prevents tolerance stack-up across the supply chain.
Surface Finishing
Automotive finishing moves through a defined sequence, each layer building on the last:
- E-coating (electrophoretic deposition) — full-body corrosion protection applied to the bare BIW before any other coating
- Powder coating — applied to underbody components, structural brackets, and chassis parts after e-coat
- Anodizing — used for aluminum components; builds a hard oxide layer that provides corrosion resistance without adding significant weight
- Multi-layer paint systems — primer, base coat, and clear coat for all visible exterior panels

Finish selection is both functional and regulatory. VOC (volatile organic compound) emission limits vary significantly by market, influencing which coating chemistries are permitted in a given production region.
Key Automotive Applications of Sheet Metal Fabrication
Body-in-White
The BIW is the largest single application for automotive sheet metal: the welded structural skeleton comprising pillars, roof, floor pan, side members, and all closures.
Every subsequent assembly operation references the BIW as its dimensional datum. Accuracy at this stage directly determines door fit, glass sealing quality, and crash energy management.
Underbody and Powertrain Components
Below the body skin lies a second tier of sheet metal applications that must survive heat, vibration, and constant road environment exposure:
- Chassis frames and subframes (steel or aluminum, depending on platform)
- Suspension control arms and crossmembers
- Exhaust systems and heat shields (stainless steel)
- Fuel tanks and underbody cladding
Material selection here weighs steel's cost advantage against aluminum's corrosion resistance and weight reduction. In practice, that trade-off is often resolved differently for each component within the same vehicle.
Interior and Safety-Critical Components
Several high-stakes interior and structural components depend on fabricated sheet metal:
- Seat frame structures and dashboard support beams
- Steering column assemblies
- Bumper beams and door impact reinforcements
- Airbag canisters
These components sit at the intersection of safety regulation and manufacturing precision. Tight tolerances, full material traceability, and validated mechanical properties are all mandatory at every production part approval.
EV-Specific Demands on Automotive Sheet Metal Fabrication
Electrification reshapes the fabrication brief from the ground up. New powertrain architectures, heavier material diversity, and tighter weight targets all place demands on sheet metal work that ICE programs rarely required.
Battery Enclosures
Large-format aluminum or steel battery trays are among the most demanding sheet metal fabrication challenges in automotive today. Requirements include:
- Tight flatness tolerances across large surface areas to ensure cell compression uniformity
- Full perimeter sealing, typically via MIG, laser, or friction-stir welding, to meet ingress protection standards
- Thermal management integration — cooling channels, heat spreaders, or thermal interface material interfaces built into the tray structure
Novelis reports that aluminum battery enclosures can be 50% lighter than traditional steel equivalents. Constellium's ALIVE project demonstrated 12–35% weight savings for EV battery enclosures through optimized design and manufacturing approaches.

Shifting Material Mix
EVs consume far more copper than ICE vehicles. The Copper Development Association reports BEVs contain approximately 183 lb of copper, compared to 18–49 lb in a conventional vehicle — covering busbars, wiring, power electronics, and thermal management components.
Alongside copper, EV platforms increasingly combine sheet metal with aluminum extrusions, die castings, and composite panels in single assemblies. Joining these dissimilar materials requires self-piercing rivets, structural adhesives, and clinching rather than conventional fusion welding.
Lightweighting Pressure
Every kilogram saved on an EV extends range — so the weight reduction imperative is more acute than in ICE programs. Active strategies on current EV platforms include:
- Substituting AHSS for mild steel in structural zones
- Adopting aluminum in closures and body structure
- Using topology-optimized stampings that remove material from non-load-bearing areas
Quality Standards, DFM, and Selecting the Right Fabrication Partner
IATF 16949 and Automotive Quality Requirements
IATF 16949 is the automotive-specific quality management standard that builds on ISO 9001:2015 with requirements specific to production and service part organizations. It mandates control plans, FMEA, PPAP, and statistical process control — the full infrastructure for consistent, traceable production.
Ford's 2025 Customer-Specific Requirements explicitly require that all organizations in their supply chain address IATF 16949:2016 requirements plus Ford-specific additions within their QMS. This pattern is consistent across major OEMs — Stellantis, GM, and Volkswagen Group all publish their own IATF-aligned customer-specific requirements.
Fabricators without IATF 16949 certification introduce supply chain risk regardless of their apparent manufacturing capability. The standard isn't just paperwork — it's the mechanism by which OEMs verify that production processes are controlled, documented, and repeatable.
Design for Manufacturability (DFM) in Sheet Metal
DFM is the practice of reviewing part geometry and tolerances against fabrication constraints before tooling is committed. In sheet metal, this means:
- Setting bend radii appropriate to the material and gauge (too tight = cracking)
- Avoiding features that exceed a material's formability limits
- Specifying tolerances achievable without exotic fixturing or inspection
- Aligning hole placements and cutouts with tooling geometry
DFM analysis conducted early — at the design review stage, not after tooling is ordered — prevents the expensive rework cycles that delay automotive program launches.
Prototyping, PPAP, and Validation
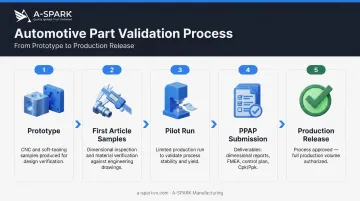
The development path from design to production follows a defined sequence:
- Prototype — CNC-machined or soft-tooled samples to validate fit and function
- First Article Samples (FAS) — produced from production-intent tooling for dimensional and material verification
- Pilot run — low-volume production to validate process stability and capability
- PPAP submission — dimensional reports, ballooned drawings, process flow, FMEA, control plan, capability studies (Cpk/Ppk), material certifications, and traceability documentation
- Production release — mass production with ongoing SPC and corrective action protocols
Partners with in-house PPAP experience and rapid prototyping capability can cut weeks off program launch cycles, reducing development risk on new platforms.
Choosing an Asia-Based Automotive Fabrication Partner
When evaluating fabrication partners in Asia, procurement teams should assess:
- IATF 16949 certification — facility-specific, not claimed broadly; verify the certificate number and issuing body
- In-house engineering support — DFM capability, FAS production, and 8D corrective action methodology
- Integrated capabilities — fabrication, CNC machining, surface treatment, and assembly under one quality system reduces handoff risk
- Supply chain stability — multiple manufacturing regions or certified partner networks reduce single-source dependency
- Communication and quoting speed — responsive engineering support shortens program launch cycles
A-SPARK Manufacturing's Bac Ninh facility (IATF 16949 Certificate No. IATF 0450385, issued by SGS) covers each of these criteria within a single quality system:
- Equipment: 35 punch presses, 25 stamping machines, and 10 hydraulic presses (60–800-ton range)
- Materials: 0.3 mm to 12 mm in stainless steel, aluminum, HRS, CRS, galvanized steel, and copper
- Surface finishing: Powder coating, e-coating, and anodizing processed in-house
- PPAP documentation: Dimensional reports, process FMEA, control plans, and material certifications are standard for all automotive programs
Frequently Asked Questions
What is the difference between sheet metal fabrication and stamping in automotive manufacturing?
Stamping is one process within the broader sheet metal fabrication category — specifically, a high-volume forming method using dies and presses. Sheet metal fabrication covers cutting, forming, joining, and finishing operations used to produce automotive components. Stamping is the most volume-intensive of these, but far from the only one.
What sheet metal materials are most commonly used in automotive production today?
Mild steel and AHSS dominate body-in-white and structural applications. Aluminum alloys are increasingly used for closures, hoods, and EV battery trays. Stainless steel serves exhaust systems, and copper is essential for EV electrical systems (busbars, wiring, and power electronics components).
What certifications should an automotive sheet metal fabrication partner hold?
IATF 16949:2016 is the baseline automotive quality standard required by most OEMs and Tier 1 suppliers, supplemented by ISO 9001:2015. PPAP capability and documented control plans — including FMEA, process flow, and capability studies — round out the evidence of production readiness.
How does sheet metal fabrication for EVs differ from traditional ICE vehicle fabrication?
EVs introduce large precision-sealed battery enclosures, substantially higher copper content, complex multi-material joining requirements, and more acute lightweighting targets. These demands require advanced forming, specialized welding (including friction-stir welding), and tighter dimensional control than most ICE components require.
What is Design for Manufacturability (DFM) and why does it matter for automotive sheet metal parts?
DFM is the process of reviewing part geometry and tolerances against fabrication constraints before tooling is ordered. It catches bend radius violations, tolerance conflicts, and tooling issues at the design stage, where fixes require engineering hours rather than expensive tool rework mid-program.
How are surface finishes selected for automotive sheet metal components?
Selection depends on function and environment: e-coating for bare BIW corrosion protection, powder coating for structural and underbody parts, anodizing for aluminum, and multi-layer paint systems for exterior panels. VOC regulations, which vary by production region, further narrow which coating chemistries are available.