
Introduction
The aluminum engine block in your car, the zinc housing on your smartphone charging port, and the magnesium frame in an EV battery enclosure all share one origin: die casting. Most engineers recognize the output but not how it gets made. For procurement teams, OEM decision-makers, and design engineers, understanding die casting is essential — it directly shapes part cost, tolerance capability, and production scalability.
This guide covers the full picture — process mechanics, method types, material selection, and where die casting outperforms alternatives.
TLDR:
- Die casting injects molten metal under high pressure into reusable steel molds for precise, high-volume parts
- Two primary types: hot chamber (zinc, fast cycles) and cold chamber (aluminum/magnesium, structural applications)
- Tight tolerances (±0.05–0.25 mm), surface finish down to 32 microinch Ra, and minimal material waste
- Cost-effective above several thousand parts; high tooling cost makes it unsuitable for low volumes
- Powers automotive, EV, electronics, aerospace, and industrial manufacturing globally
What Is Die Casting?
Die casting is a manufacturing process in which molten metal is injected under pressure into a hardened steel mold—the "die"—to produce high-precision, repeatable metal components. The term "die" refers to a precision tool machined from hardened steel, and unlike sand casting or investment casting, the die is reusable across thousands or even hundreds of thousands of production cycles.
Die casting is primarily used for non-ferrous metals: aluminum, zinc, magnesium, and occasionally copper-based alloys. What sets die casting apart is the combination of high injection pressure, rapid cycle times, and tight dimensional tolerances — producing complex geometries with excellent surface finish and little secondary machining required.
Common Die Casting Materials
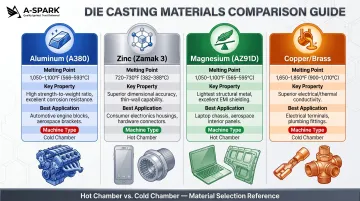
Aluminum is the most widely used die casting material globally. Alloys such as A380 deliver 324 MPa tensile strength at 2.76 g/cc density, combining lightweight performance with excellent thermal conductivity — which is why transportation applications accounted for over 63% of aluminum die casting revenue in 2024.
Zinc alloys such as Zamak 3 are the easiest to cast, with melting points around 381–387°C, excellent ductility, and the longest die life of any common alloy. Zinc is ideal for small, intricate components requiring fine detail and smooth finishes.
Magnesium alloys like AZ91D offer the highest strength-to-weight ratio of structural metals, with a solidus temperature above 421°C. This makes magnesium a go-to choice in aerospace and premium automotive programs where every gram of weight reduction matters.
Copper and brass alloys deliver high hardness and wear resistance but are limited by high melting points (copper ~1085°C, brass ~900–940°C), requiring specialized cold chamber equipment and reducing die life.
Material selection directly determines which machine configuration is required — hot chamber for low-melting-point alloys like zinc, cold chamber for aluminum, magnesium, and copper — with each affecting cycle time, tooling cost, and part quality.
The Die Casting Process: Step by Step
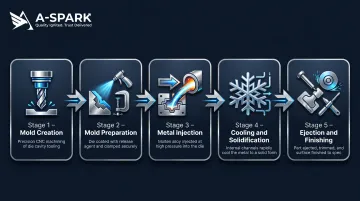
Step 1 — Mold (Die) Creation
The die is machined from hardened tool steel using CNC equipment and represents the single largest upfront investment in die casting. Modern mold design relies on CAD/CAM software and Computational Fluid Dynamics (CFD) simulation platforms such as MAGMASOFT, FLOW-3D CAST, and ProCAST to optimize flow rates, temperature distribution, fill patterns, and cooling channel placement before any steel is cut. High-quality mold design is the foundation of defect-free production.
Step 2 — Mold Preparation
The two die halves are cleaned, preheated to operating temperature, and sprayed with a water-based die release lubricant—typically a water-in-oil emulsion. This lubricant serves three functions: reducing friction during injection, preventing premature solidification of molten metal, and aiding part ejection. The halves are then clamped shut under hydraulic pressure.
Step 3 — Metal Injection
Metal injection occurs through two primary methods:
- Gravity die casting: Molten metal flows by gravity through a downward sprue into the die cavity
- High-pressure die casting (HPDC): Molten metal is injected at pressures ranging from tens to over 100 MPa, enabling thinner walls, more intricate geometries, and faster fill times
High-pressure injection is the dominant method in automotive and electronics manufacturing due to its ability to produce complex, thin-walled parts with minimal porosity.
Step 4 — Cooling and Solidification
Controlled, uniform cooling is critical to achieving the desired microstructure and avoiding internal defects such as shrinkage porosity. Many production dies incorporate water-cooling channels embedded within the tool steel to accelerate cycle times while maintaining part integrity. Simulation software models die thermal management to balance cooling speed with quality.
Step 5 — Part Ejection and Finishing
Once solidification is complete, the die opens and ejector pins push the solidified casting out. The sprue, runners, and flash are trimmed using a trim die or hydraulic press. Scrap material is remelted and reused, minimizing waste.
Optional finishing operations depend on application requirements and may include:
- CNC machining for tight-tolerance features
- Surface grinding for flatness and fit
- Powder coating or anodizing for corrosion resistance
- E-coating for uniform coverage on complex geometries
- Shot blasting for surface preparation
For manufacturers sourcing all of these steps through a single partner, A-SPARK's facility in Bac Ninh integrates die casting, CNC machining, tooling, and surface treatment lines under one roof—reducing handoffs and compressing lead times for global clients.
Hot Chamber vs. Cold Chamber: The Two Types of Die Casting
Selecting between hot chamber and cold chamber die casting comes down to two factors: the metal's melting point and production volume. Each process has a distinct mechanical setup that determines which alloys it can handle and what applications it suits.
Hot Chamber Die Casting
In hot chamber die casting, the furnace is integrated into the casting machine itself. Molten metal is fed through a "gooseneck" channel and injected into the die by a plunger. This enables fast cycle times and high throughput, making it the preferred choice for high-volume runs.
Key characteristics:
- Limited to lower melting-point metals: zinc, tin, and lead-based alloys
- Higher melting temperatures would damage the machine's immersed components
- Ideal for small, intricate components requiring fine detail
- Fastest cycle times in die casting production
Cold Chamber Die Casting
In cold chamber die casting, metal is melted in a separate external furnace. A precise shot is ladled into an unheated injection chamber and driven into the die by a hydraulic piston.
Key characteristics:
- Used for metals with higher melting points: aluminum, magnesium, and copper alloys
- Essential for structural and demanding applications
- Slightly slower cycle times than hot chamber
- Industry standard for automotive, EV, aerospace, and industrial components
Other Die Casting Variants
Beyond the two primary process types, several specialized variants address specific quality, geometry, or scale requirements:
- Vacuum die casting — Evacuates air and gases from the cavity before injection, reducing porosity and enabling post-cast heat treatment and welding. Standard HPDC parts cannot tolerate these operations due to trapped gas expansion.
- Low-pressure die casting — Uses 0.3–1.5 bar pressure, ideal for aluminum wheels and symmetrical parts that require low-turbulence fills.
- Squeeze casting — Compresses mold halves under pressure during solidification, improving fill in high-viscosity metals and reducing porosity.
- Semi-solid (thixoforming) — Injects metal in a partially solidified "mushy" state for improved dimensional accuracy and reduced shrinkage.
- Gigacasting — Uses 8,000–9,000 ton machines pioneered by Tesla's Giga Press. In the Model Y, this approach replaces 70 underbody parts with a single large die-cast component. Ford, GM, Honda, Hyundai, Rivian, and Toyota are all exploring or adopting the method to cut assembly complexity and weight in EV platforms.
Key Benefits of Die Casting
High Dimensional Accuracy and Repeatability
Die casting consistently achieves tight tolerances and excellent surface finish. NADCA standards specify aluminum standard basic tolerance of ±0.010 in (0.25 mm) for the first inch, with precision tolerances as tight as ±0.002 in (0.05 mm). Surface finish for aluminum and magnesium in a new die averages 63 microinch Ra; zinc achieves 32 microinch Ra. Many parts require little to no secondary finishing, critical for high-volume production.
Ability to Produce Complex, Thin-Walled Geometries
High injection pressures fill even the thinnest channels and most intricate cavity features, enabling design complexity that would be impossible or too costly with machining or other methods. Internal features such as threaded inserts, bosses, and ribs can be cast directly into the part.
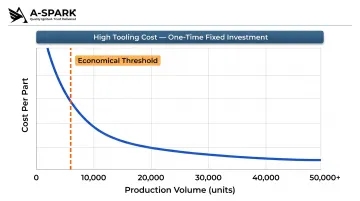
Low Cost Per Part at Scale
While tooling investment is significant upfront, cost per part decreases sharply with volume due to fast cycle times, high automation potential, and material efficiency. Scrap is remelted and reused, minimizing waste. Die casting becomes economical at production volumes generally starting around 5,000+ parts.
Compatibility with Modern Manufacturing Technology
Die casting works well alongside automation, simulation software, 3D-printed prototype validation, and CNC post-processing. This compatibility makes it a strong fit for Industry 4.0 production environments.
Facilities that pair die casting with engineering analysis (flow simulation, FEA, thermal analysis), CNC machining, and surface treatment can deliver production-ready components with full traceability — without handoffs between suppliers. A-SPARK's IATF 16949-certified facility takes exactly this approach, combining all these capabilities under one roof.
Material Efficiency and Sustainability
Die casting generates minimal material waste because sprue and runner scrap is remelted and reused. Key sustainability advantages include:
- Closed-loop aluminum recycling can reduce virgin raw material consumption by 30–40%
- Aluminum recycling saves approximately 95.5% of the energy required for primary production
- Scrap from runners and sprues re-enters the melt cycle with no material loss
Limitations of Die Casting
High Initial Tooling Investment
Die tooling machined from hardened steel represents a steep upfront cost that can make or break a project's business case. NADCA notes that die casting tooling is among the highest-cost elements of any high-volume process due to severe thermal and mechanical duty.
Tooling costs range from several thousand dollars for simple parts to tens of thousands for complex dies. This makes die casting economically impractical for low-volume runs or one-off prototypes.
Porosity Risk and Material Constraints
High-speed injection can trap air or gas in the melt, creating micro-porosity in finished parts. Trapped gas can expand during heat treatment or welding, causing blistering or leaks that rule out these post-processing operations for standard HPDC parts. Vacuum die casting reduces gas entrapment and restores heat treatment and weldability in many cases.
Material choice is also constrained. Die casting works only with non-ferrous metals that have relatively low melting points; ferrous metals are generally impractical for the process.
Part Size Limitations
Die casting is most economical for small to medium-sized components. As part size and weight increase, so do die cost, machine tonnage requirements, and cycle time. Advances like giga-press technology are pushing size boundaries, but standard die casting remains suited to defined weight and dimensional ranges.
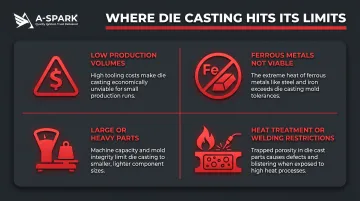
Quick reference — where die casting hits its limits:
- Low production volumes: High tooling cost requires high part counts to achieve ROI
- Ferrous metals: Steel and iron are not viable; aluminum, zinc, and magnesium are typical choices
- Large, heavy parts: Machine tonnage and die size scale up costs quickly beyond medium-weight components
- Heat-treated or welded assemblies: Standard HPDC porosity can cause failure; vacuum casting is required for these applications
Die Casting Applications Across Industries
Automotive and EV
Transportation held over 63% of revenue in the aluminum die casting market in 2024, making automotive the single largest consumer of die casting worldwide. The EV transition is accelerating that demand further, as engineers shift to lightweight aluminum structures to offset battery weight.
Common automotive and EV die cast components include:
- Engine blocks and transmission housings
- Suspension brackets and structural chassis members
- EV motor housings and battery enclosures
Suppliers to this segment — including A-SPARK, which holds IATF 16949 certification and operates in-house CNC machining and surface treatment lines in Vietnam — must support both prototype development and high-volume production to keep pace with rapid EV platform cycles.
Electronics, Industrial, and Emerging Sectors
Die casting supports a wide range of sectors beyond automotive:
- Electronics: heat sinks, enclosures, and connectors requiring tight thermal and dimensional tolerances
- Lighting: housings and fixtures that balance aesthetics with heat dissipation
- Industrial equipment: pump bodies, valve housings, and gearbox covers
- Oil and gas / renewable energy: sealed housings and structural brackets for harsh environments
The process suits these applications because it combines structural integrity with complex geometry — at production volumes where alternative processes become cost-prohibitive.
Aerospace, Medical, and Defense
Die casting serves aerospace (aircraft fittings, interior components), medical devices (housings, instrument components), and defense (vehicle and system components). These sectors require documented quality systems — typically AS9100 for aerospace, ISO 13485 for medical, and IATF 16949 or NADCAP compliance for defense — meaning manufacturing partners must provide full traceability, material certifications, and PPAP or FAIR documentation alongside the parts themselves.
Frequently Asked Questions
How much does a die cast cost?
Die casting costs break into two components: tooling (a one-time upfront investment ranging from a few thousand to tens of thousands of dollars based on part complexity) and per-part cost, which drops significantly at volume. The process is most economical for high-volume runs — not typically suited for small batches.
What are the two types of die casting?
Hot chamber die casting integrates the furnace directly into the machine, making it fast and well-suited for low melting-point alloys like zinc. Cold chamber die casting uses a separate external furnace, which is required for aluminum and other higher melting-point alloys — slower in cycle time, but essential for structural components.
What is die casting in the automotive industry?
Die casting produces a wide range of automotive components—engine blocks, gearbox housings, EV battery enclosures, and structural chassis parts—valued for its ability to create lightweight, high-strength, precision parts at high volume.
What automobile parts are made by die casting?
The range spans drivetrain to body structure:
- Powertrain: engine blocks, cylinder heads, transmission cases, differential housings
- Chassis & suspension: brackets, steering knuckles, subframe members
- EV-specific: motor housings, battery enclosures, inverter cases
- Exterior & interior: wheel rims, door handles, structural trim members
What metal is used in die-cast cars?
Aluminum is the dominant material in automotive die casting due to its low weight, high strength-to-weight ratio, and thermal conductivity. Zinc, magnesium, and (less commonly) copper alloys are also used depending on performance requirements.
What is the new technology in die casting?
Key innovations include vacuum-assisted die casting (which reduces porosity and enables post-process heat treatment), semi-solid or thixoforming casting, and AI-driven simulation for mold optimization. The most disruptive development is gigacasting: Tesla's Giga Press pioneered the approach of consolidating dozens of components into a single large die-cast part, dramatically cutting assembly complexity and weight.


