This guide covers the complete HPDC process, from how injection pressure and parameters affect part quality to alloy selection, design rules, common defects, and where HPDC fits best across industries.
Key Takeaways
- HPDC injects molten aluminum into steel dies at 80–120 MPa (11,600–17,400 psi) for pressure-tight parts, filling complex cavities in milliseconds
- Delivers tight tolerances (±0.25 mm for first 25 mm), excellent surface finish, and walls as thin as 1–3 mm
- Best for runs of 10,000+ units where tooling costs amortize across production volume
- A380/ADC12 alloys dominate for castability and mechanical balance; AlSi10Mg serves structural EV applications
- Key risks: gas porosity limits heat treatment and welding; vacuum-assisted HPDC reduces porosity significantly
What Is High Pressure Aluminum Die Casting?
High pressure die casting (HPDC) is a precision metal casting process where molten aluminum alloy is injected at high velocity and pressure into a hardened steel die cavity. The metal fills the die within milliseconds and solidifies into a near-net-shape part with minimal post-processing required.
How HPDC differs from related processes:
HPDC uses injection pressures of 80–120 MPa for pressure-tight aluminum parts—roughly 800 to 1,200 times atmospheric pressure—combined with fill speeds that complete cavity filling in 5–100 milliseconds. This high-pressure, high-speed combination sets it apart from:
- Low-pressure die casting (LPDC): Operates at just 0.1–0.3 bar with slower, gravity-assisted fill; produces denser, lower-porosity parts but at much slower cycle times
- Gravity die casting: Metal flows into the mold by gravity alone; suitable for thicker sections and lower production volumes
- Sand casting: Uses single-use sand molds with lower dimensional precision and rougher surface finish; ideal for prototypes and low-volume runs
Why aluminum dominates HPDC:
Those process differences matter most when the material also performs. Aluminum earns its dominance in HPDC because it delivers across every dimension that production engineers care about:
- High strength-to-weight ratio — critical for automotive lightweighting and aerospace structural parts
- Fills thin walls and intricate geometries cleanly while holding tight dimensional tolerances
- Forms a natural aluminum oxide layer that resists corrosion in harsh operating environments
- Conducts heat and electricity effectively — essential for motor housings, heat sinks, and electronics enclosures
The HPDC Process: How It Works Step by Step
Cold Chamber Machine Setup
Aluminum HPDC requires cold chamber machines because aluminum's melting point (660–720°C) and chemical reactivity would damage hot-chamber systems. Molten metal is prepared in a separate furnace, ladled into an unheated shot sleeve, then driven into the die by a hydraulic plunger—a critical design difference from zinc or magnesium die casting.
The Six-Phase Production Cycle
Phase 1: Die Closing and Clamping Die halves close and lock under high tonnage force—ranging from 50 tons for small parts to 800+ tons for structural components. Inadequate clamp force causes flash defects where metal escapes between die faces.
Phase 2: Metal Ladling A measured volume of molten aluminum (660–720°C) is poured into the shot sleeve. Precise volume control prevents short shots or excess flash.
Phase 3: Two-Phase Injection
- Slow shot (0.1–0.6 m/s): Plunger advances slowly to displace air from the sleeve without creating turbulence
- Fast shot (0.4–6 m/s): Plunger accelerates to high velocity, forcing metal into the cavity at gate speeds of 30–45 m/s depending on gate thickness
Phase 4: Intensification Pressure After cavity fill, intensification pressure (IP) is applied while the metal remains molten. Research shows porosity drops from 1.74% at 300 bar to 0.41% at 900 bar, as IP compresses trapped gas and feeds shrinkage voids. That porosity reduction directly translates to improved tensile strength and fatigue resistance in the finished part.
Phase 5: Solidification Controlled cooling channels within the die regulate solidification rate. Uneven cooling causes warpage and residual stress—making channel placement and coolant flow rate critical variables in die design.
Phase 6: Ejection and Finishing Die opens, ejector pins release the casting, and the part moves to trim, deburr, and secondary operations. Cycle time typically runs 30–90 seconds depending on part size.

Vacuum-Assisted HPDC: Eliminating Porosity
The standard six-phase cycle has one persistent limitation: high-speed fill entraps air, creating gas porosity that blocks heat treatment and welding. Vacuum-assisted HPDC addresses this directly by evacuating the die cavity to ~40–50 mbar before injection, significantly reducing gas content.
Benefits demonstrated in automotive trials:
- Porosity levels below 0.25% after T6 heat treatment (vs. 1–2% in standard HPDC)
- Successful welding with failures occurring in base material, not the weld seam
- Elongation exceeding 10% in T4/T7 tempers—enabling structural applications previously impossible with standard HPDC
EV motor housings and battery enclosures are now routinely specified with vacuum-assisted HPDC—particularly where weldability and post-cast heat treatment are non-negotiable design requirements.
Aluminum Alloys Used in High Pressure Die Casting
Industry Workhorses: A380 and ADC12
A380 (NADCA 380.0) and its Asian equivalent ADC12 dominate global HPDC volume due to their balanced properties:
- Tensile strength: 317–324 MPa
- Yield strength: 159 MPa
- Elongation: ~3.5%
- Applications: Automotive housings, transmission covers, industrial enclosures
A380/ADC12 offers excellent fluidity for thin-wall parts, minimal die sticking, and cost-effective availability—which is why it accounts for the largest share of global HPDC production volume.
Specialized Alloys for Demanding Applications
| Alloy | Tensile Strength | Key Advantage | Typical Use |
|---|---|---|---|
| A383 | ~290 MPa | Superior fluidity | Complex thin-wall geometries |
| A360 | 303–317 MPa | Corrosion & heat resistance | Marine, elevated-temperature parts |
| AlSi10Mg | 135–268 MPa* | Higher elongation | EV structural components |
*AlSi10Mg properties are highly sensitive to iron content from recycled scrap. At 50% scrap (0.32% Fe), tensile strength reaches 268 MPa with 6.8% elongation. At 75% scrap without manganese correction, those figures collapse to 135 MPa and 0.5% elongation — a critical consideration for EV structural parts sourced from recycled feedstock.
Emerging Non-Heat-Treatable (NHT) Alloys
Al-Mg-Fe alloys achieve required strength through natural aging alone, eliminating the cost and distortion risk of post-casting T6 heat treatment. For automotive OEMs producing structural components at scale, this means one fewer process step and reduced dimensional variability.
The tradeoff is process sensitivity. Die temperature, spray patterns, and ejection timing all require tighter control than standard A380 runs — but the process simplification benefit typically outweighs that cost for high-volume structural applications.
Alloy Selection Framework
Choose alloys based on four factors:
- Mechanical requirements: Tensile strength, yield strength, elongation, fatigue resistance
- Environmental exposure: Corrosion resistance, operating temperature range
- Post-casting operations: Will the part be welded or heat-treated? If yes, vacuum-assisted HPDC with AlSi10Mg is appropriate
- Production volume and cost: A380/ADC12 for high volume; specialty alloys only where performance justifies cost premium

Getting alloy selection right early prevents costly redesigns downstream — particularly when post-casting operations or recycled scrap sourcing are involved.
Key Advantages and Limitations of HPDC Aluminum
Production Advantages
HPDC aluminum delivers measurable performance across four production dimensions:
- Cycle speed: 30–90 second cycle times enable thousands of parts daily from a single die, with rapid solidification driving lower per-piece costs at volume
- Dimensional precision: NADCA standard tolerances reach ±0.25 mm for the first 25.4 mm, tightening to ±0.05 mm precision-grade — approaching CNC machining accuracy straight from the die
- Geometry capability: Thin walls down to 1–3 mm, internal ribs, bosses, and mounting features produced in a single shot, replacing what would otherwise require multi-axis machining or multi-part assembly
- Surface finish: Functional surfaces achieve ~125 Ra; painting-grade ~63 Ra; cosmetic applications ~32 Ra microinch — often eliminating secondary finishing operations entirely
Cost Economics: The Volume Equation
HPDC tooling requires significant upfront investment. Hardened steel dies range from approximately $60,000 to $500,000+ depending on part size, complexity, and number of cavities.
NADCA die life classes show Class 2 tools rated for 10,000–25,000 shots, with Class 5 exceeding 100,000 shots. The economic break-even typically falls between 10,000–50,000 annual units, where fast cycle times and minimal secondary machining offset tooling cost. Below that threshold, sand casting or billet machining is usually more economical; above 50,000 units, HPDC's per-piece cost advantage widens considerably.
Technical Limitations: Porosity and Material Restrictions
Two porosity types constrain standard HPDC:
- Gas porosity: Air entrapment during high-speed fill creates distributed micro-voids
- Shrinkage porosity: Aluminum contracts 3.5–6.5% during solidification; inadequate feeding creates localized voids
Gas expansion during heat treatment causes blister formation at casting defects, making standard HPDC parts unsuitable for T6 heat treatment or high-strength welding. Only vacuum-assisted HPDC or specialized pore-free variants enable these processes.
Beyond porosity, three additional constraints define HPDC's boundaries:
- Non-ferrous metals only: The process suits aluminum, zinc, and magnesium — not steel or iron
- Size limits: Part size is constrained by available machine tonnage (50–2,300 tons typical; up to 9,000+ tons for gigacasting)
- Design sensitivity: Expert gating, venting, and thermal management are required to avoid cold shuts, misruns, and flash
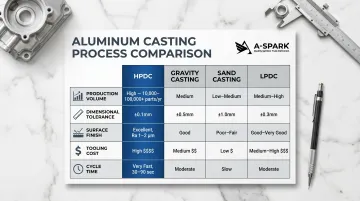
| Process | Production Volume | Dimensional Tolerance | Surface Finish | Tooling Cost | Cycle Time |
|---|---|---|---|---|---|
| HPDC | >10,000 units/year | ±0.1–0.25 mm | 32–125 Ra | $60k–$500k+ | 30–90 seconds |
| Gravity Casting | 1,000–10,000 | ±0.5–1.0 mm | 125–250 Ra | $20k–$100k | 2–5 minutes |
| Sand Casting | <1,000 | ±1.0–3.0 mm | 250–500 Ra | $5k–$30k | 5–15 minutes |
| LPDC | 5,000–50,000 | ±0.3–0.5 mm | 63–125 Ra | $30k–$150k | 1–3 minutes |
Engineering Design Considerations for HPDC Parts
Uniform Wall Thickness: The Golden Rule
Maintain wall thickness between 1.5–5 mm with minimal variation across the part. Abrupt thick-to-thin transitions create differential cooling rates that concentrate shrinkage porosity and cause warpage.
Why uniform walls matter: Thin sections solidify first, blocking feed paths to thicker areas. The thick section continues shrinking after adjacent thin walls freeze, creating internal voids that no amount of intensification pressure can eliminate.
Draft Angles: Enabling Clean Ejection
All surfaces parallel to the die-opening direction require draft—typically 1–3° for aluminum. Insufficient draft causes surface tearing during ejection, dimensional error, and accelerated die wear. Complex internal features may require 3–5° draft depending on depth and surface texture.
Gating and Venting: Controlling Metal Flow
Gating system design determines fill uniformity and velocity. Recommended gate speeds for aluminum structural HPDC vary by gate thickness:
- 2 mm gates: ~45 m/s
- 4 mm gates: ~35 m/s
- ≥6 mm gates: ~30 m/s
Venting channels allow displaced air to escape before the cavity fills. Inadequate venting traps gas, creating porosity concentrated at the last-fill regions.
Simulation-Driven Design: Reducing Risk Before Tooling
Flow simulation software optimizes gating, venting, and cooling before cutting steel. One automotive case achieved 62% porosity reduction and a 10% cycle time improvement through simulation-driven optimization. Machine tonnage was reduced from 1,600 to 1,200 tons, generating approximately €62,000 in annual margin improvement on a single part program.
A-SPARK applies this same simulation-first methodology — running flow analysis and short prototyping cycles before production tooling commits, backed by an in-house tooling workshop and 20+ years of die casting experience.
Thermal Management: Controlling Solidification
Simulation-driven gating decisions and thermal management work together — optimized cooling channels are often identified during the same simulation pass. Strategically placed cooling channels regulate die temperature and solidification rate. Poorly managed die temperature causes:
- Misruns in thin sections when metal freezes before the cavity fills
- Die soldering and surface defects from uncontrolled heat buildup
- Dimensional drift across production runs as die temperature cycles unevenly
Well-designed thermal circuits hold part dimensions within tolerance across high-volume runs — a critical requirement for automotive and structural components.
Industries and Applications of HPDC Aluminum
Automotive and EV: The Dominant Sector
HPDC aluminum is the default manufacturing process for high-volume automotive structural and powertrain components:
Traditional Automotive:
- Transmission housings and gearbox covers
- Engine blocks and cylinder heads
- Suspension brackets and structural nodes
- Steering column housings
Electric Vehicles: Gigacasting has transformed EV manufacturing, with Tesla, Volvo, Honda, Toyota, Hyundai, Volkswagen, Xiaomi, Xpeng, NIO, and others adopting large structural HPDC:
- EV motor housings (vacuum-assisted HPDC for weldability)
- Battery enclosures requiring thermal management and crash protection
- Structural body components consolidating dozens of stamped parts—Volvo's rear floor replaces 33 parts; VW's battery frame consolidates 30; Xiaomi's underbody combines 72 parts into one casting
- Reported weight savings: ~15% in Volvo applications

Machine capacity has scaled dramatically: 6,000–9,100-ton presses are common, with roadmaps to 12,000–16,000 tons and conceptual 20,000-ton systems under development.
Industrial, Electronics, and Lighting
Industrial Equipment:
- Pump bodies and valve housings requiring pressure-tight integrity
- Compressor housings and pneumatic components
- Hydraulic system enclosures
Electronics:
- Electrical enclosures with EMI shielding
- Connector housings for high-voltage systems
- Heat sinks for power electronics (aluminum's thermal conductivity dissipates heat efficiently)
Lighting:
- LED lamp housings with integrated heat dissipation
- Reflector bodies requiring smooth, decorative surfaces straight from the die
Aerospace, Medical, and Oil & Gas: Certification-Critical Applications
In these sectors, HPDC delivers the lightweight geometry and dimensional consistency that tight design envelopes demand. Typical components include:
Aerospace:
- Avionics and instrument housings requiring tight dimensional tolerances
- Structural brackets where strength-to-weight ratio is critical
- Fluid system components (manifolds, valve bodies)
Medical:
- Imaging equipment housings and frames
- Surgical instrument handles and enclosures
- Device chassis requiring biocompatible surface treatments
Oil & Gas:
- Valve bodies and actuator housings rated for high-pressure environments
- Sensor enclosures and junction boxes for hazardous locations
- Pump bodies requiring corrosion-resistant alloys
All three sectors require formal quality management certification from suppliers. IATF 16949:2016 sets the automotive benchmark — defining traceability, process control, and continuous improvement requirements — and its disciplines carry directly into oil & gas and medical supply chains. A-SPARK Manufacturing holds dual IATF 16949 and ISO 9001:2015 certification at its Vietnam facilities, meeting the documentation and traceability standards these industries require.
Frequently Asked Questions
What is high pressure die casting of aluminium?
HPDC is a manufacturing process where molten aluminum is injected into hardened steel dies at pressures between 80–120 MPa (11,600–17,400 psi) and velocities reaching 30–45 m/s at the gate. The process produces complex, near-net-shape parts with tight tolerances in cycle times of 30–90 seconds—the dominant method for high-volume aluminum casting.
What is the pressure for die casting aluminum?
Aluminum die casting operates at injection pressures of 80–120 MPa for pressure-tight parts, with intensification pressure after cavity fill reaching similar or higher levels to compact the solidifying metal and reduce porosity. Exact pressure depends on part geometry, wall thickness, and alloy fluidity.
Can you weld high pressure die-cast aluminum?
Standard HPDC aluminum cannot be welded with standard methods because trapped gas expands during heating, causing micro-cracks and surface defects. However, vacuum-assisted die casting reduces porosity below 0.25%, enabling successful welding. Weld failures occur in the base material rather than the seam, which is critical for EV motor housings and structural assemblies.
What is the strongest die-cast aluminum?
AlSi10Mg and emerging Al-Mg-Fe non-heat-treatable alloys deliver the highest strength and elongation combinations in HPDC, particularly for automotive structural components. Traditional A380/ADC12 alloys offer balanced strength-to-castability for general use, while copper-containing alloys like A390 suit wear-critical parts requiring higher hardness.
Can aluminum 6061 be casted?
6061 is a wrought alloy designed for extrusion and machining, not die casting. Its composition causes poor fluidity and hot-tearing during solidification, making it unsuitable for HPDC. Purpose-designed alloys such as A380, ADC12, or AlSi10Mg are the correct choice for aluminum die casting.