
Introduction
Every year, manufacturers lose millions to a preventable mistake: shipping parts before confirming that the production process actually works. A single batch of non-conforming components can trigger costly rework, line shutdowns, or worse, field failures that damage customer relationships and brand reputation. First Article Inspection (FAI) exists to eliminate this risk.
FAI is a structured quality validation process that confirms a supplier's production process can consistently manufacture parts meeting design specifications before full-scale production begins. For quality engineers, procurement leads, and production managers at OEMs and regulated manufacturers, catching process failures at the start of a production run costs a fraction of discovering defects mid-production or after delivery.
The scale of the risk is significant. NIST estimates that inadequate design and modeling data alone costs U.S. manufacturers up to $42.9 billion annually in interoperability and documentation failures — precisely the category of problems FAI is designed to prevent.
This guide explains how FAI works operationally, what the report must contain, which industries require it, and where teams commonly get it wrong.
Key Takeaways
- FAI verifies manufacturing process capability before committing to full production
- Required for new parts, design changes, new suppliers, production transfers, or after 2+ year production gaps
- Results in a First Article Inspection Report (FAIR) documenting dimensional, material, process, and functional test data
- Standards vary by industry — AS9102 for aerospace, PPAP for automotive, and ISO 13485 alignment for medical
- Any significant change to part, process, or supply chain requires new or partial FAI
What Is First Article Inspection (FAI)?
First Article Inspection is a production validation process applied to representative samples from the first production run. It compares every measurable characteristic of the manufactured part against engineering drawings, CAD models, and purchase order specifications.
The goal isn't just to confirm one sample part is good. FAI validates that the supplier's tooling, equipment, processes, and personnel can consistently repeat that result hundreds or thousands of times at production scale. A prototype passing a bench check tells you almost nothing about process capability.
FAI also differs from routine inspection in a fundamental way. In-process and incoming inspections sample from ongoing production. FAI is a one-time baseline validation that must be passed before full production authorization — and once passed, it becomes the documented proof that the process was capable at launch.
Two types of FAI apply depending on what has changed since the last validated baseline:
| FAI Type | When Required | Scope |
|---|---|---|
| Full FAI | New part introduction, new manufacturing method, facility move, 2+ year production lapse | All characteristics across all three forms |
| Delta FAI | Minor design revision, material source change, coating vendor change | Only affected characteristics; references baseline FAI |
Delta FAI reduces burden when only specific elements change, but GKN Aerospace requires detailed justification for every partial FAI submission. Organizations must document why the unchanged portions of the baseline FAI remain valid.
Why FAI Is Critical in Manufacturing Quality
The Cost-of-Failure Logic
Errors discovered after a full production run ships are exponentially more expensive than those caught at first article stage. NIST's 2002 study on software defects found that bugs caught "downstream" in development cost over half of the $59.5 billion annual U.S. software quality burden—a principle directly applicable to manufacturing. While the exact multiplier varies by industry, the qualitative pattern holds: the later a defect is found, the more expensive it becomes to fix.
Why this matters for FAI:
- Catching defects at FAI stage: Requires corrective action on tooling or process setup before production begins—low cost, limited waste
- Catching defects during production: May require scrapping partial batches, reworking in-process inventory, and delaying deliveries—moderate cost
- Catching defects after shipment: Triggers field returns, warranty claims, customer line shutdowns, and potential safety investigations—high cost, plus reputational damage

ASQ's 2025 Cost of Quality report found that only 31% of organizations fully understand how quality costs impact financial performance, suggesting most manufacturers cannot quantify the ROI of FAI. FAI functions as an appraisal cost that prevents far larger external failure costs.
Regulated Industries Where FAI Is Mandatory
FAI is contractually required or expected as best practice in:
- Aerospace: SAE AS9102C (May 2023) sets FAI requirements across aviation, space, and defense supply chains. Boeing's supplier guidance flags accumulated "Not Complete" FAIRs as a sign of an unhealthy QMS requiring additional risk controls.
- Automotive: IATF 16949 Clause 8.3.4.4 governs product approval; FAI operates as a key element within the broader PPAP framework.
- Medical Devices: ISO 13485:2016 Clauses 7.3.6, 7.3.7, and 7.5.2 require design verification, validation, and process validation—all directly supported by FAI confirming production outputs match design inputs.
- Defense: NATO AQAP-2070 explicitly references first article inspection as a contractual quality assurance requirement.
What Manufacturing Demands FAI Addresses
FAI validates requirements that cannot be assumed from prototypes or prior supplier relationships:
- Tight dimensional tolerances and GD&T compliance
- Material traceability with mill certificates
- Special process certifications (heat treatment, plating, anodizing)
- Process repeatability under production conditions
- Documented conformance for regulatory or contractual audit trails
When these requirements go unverified, the downstream consequences follow a recognizable pattern.
What Goes Wrong Without FAI
- Supplier interprets a drawing tolerance differently than intended—discovered only after 10,000 parts fail final assembly
- Equivalent-grade material is substituted without certification—parts function initially but fail prematurely under field conditions
- Prototype tooling produces conforming parts, but production tooling introduces geometric errors not caught until customer incoming inspection
- Buyer expects full compliance with all drawing notes; supplier focuses only on critical dimensions—non-critical features fall outside acceptable range
The Supplier-Buyer Trust Dimension
FAI generates an auditable document trail protecting both parties. The buyer gains objective evidence of process capability before committing to volume orders. The supplier demonstrates competence and establishes a baseline for future production.
For global OEMs sourcing from new suppliers, this documentation baseline is what separates a manageable production ramp from a costly containment event. Manufacturers with IATF 16949-certified quality systems—like A-SPARK's Vietnam facilities—have these procedures embedded from day one, which means FAI documentation is routine rather than reactive.
How the FAI Process Works (Step-by-Step)
FAI flows from inspection planning → sample production → physical and dimensional inspection → documentation → customer review and sign-off.
One rule governs the entire process: FAI must be conducted using the same equipment, tooling, personnel, and processes that will be used in full production. Any deviation invalidates the exercise.
Step 1: Create the Inspection Plan
The inspection plan is built from the technical data package: engineering drawings, CAD models, bill of materials, and material/process specifications. The plan defines:
- Every characteristic to be verified
- Balloon IDs (circled numbers on drawings) for traceability
- Associated tolerances for each characteristic
- Measurement method and equipment for each feature
- Acceptance criteria (pass/fail thresholds)
Common mistake: Boeing identifies accepting parts "per tool" without independent variable measurement as a frequent noncompliance. Production tooling that hasn't been independently validated cannot be used to verify products created by that same tool.
Step 2: Produce the First Article Sample
The "first article" is not necessarily the literal first part off the line—it is a randomly selected sample (or small group of samples) from the first production run, produced under standard production conditions. Prototype or pre-production setups do not qualify.
Typically, AS9102 FAI requires just 1 part. Automotive PPAP studies, by contrast, may require tens to hundreds of parts for process capability analysis.
Step 3: Conduct Dimensional and Physical Inspection
Inspectors measure all drawing dimensions and physical characteristics, including:
- GD&T callouts (flatness, perpendicularity, position, etc.)
- Material properties and surface finish
- Special process requirements (hardness, coating thickness, etc.)
Inspectors use a range of calibrated equipment for these measurements:
- Coordinate Measuring Machines (CMMs)
- Calipers and micrometers
- Pin gauges and go/no-go gauges
- Optical comparators
- Surface finish testers
Industry best practice requires instruments with resolution of at least 1/10th of the feature tolerance. A caliper with 0.01 mm resolution is acceptable for a ±0.05 mm tolerance — but falls short for a ±0.02 mm tolerance.
Every measured value must also be traceable to a calibrated, identified gage. ANSI/NCSL Z540.3 specifies that collective measurement uncertainty must not exceed 25% of the acceptable tolerance (a 4:1 ratio), unless documented deviations have been approved.
Step 4: Compile and Submit the FAIR
Inspection results, pass/fail status, material certifications, and process documentation are assembled into the First Article Inspection Report (FAIR) and submitted to the customer. Any non-conformances must be identified with tracking numbers before the FAI package can be marked complete.
Step 5: Customer Review and Production Authorization
When the FAIR is approved, production authorization is granted and full-rate manufacturing begins.
When non-conformances exist, production is paused until the supplier completes:
- Root cause investigation
- Corrective action implementation
- Delta or repeat FAI to verify the fix
Boeing's guidance confirms: "As long as the FAI remains Not Complete, the production process remains unproven."
What a First Article Inspection Report (FAIR) Contains
The FAIR is both the contractual deliverable and the permanent traceability record for a manufacturing process. Partial documentation or missing certifications result in "incomplete FAIR" status, blocking production authorization.
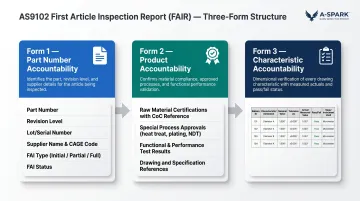
AS9102C defines a three-form structure widely adopted across industries — understanding each form is what prevents those documentation gaps from stalling production.
Form 1: Part Number Accountability
Form 1 captures part and assembly traceability:
- Part number and revision level
- Drawing number and revision
- Manufacturing work order or lot number
- For assemblies: FAI numbers of all sub-components
- Supplier information and contact details
- FAI type (full or partial)
- FAI status (complete or not complete)
Form 1 establishes clear linkage between the FAI and the specific engineering change order being validated. If a drawing revision changes mid-project, Form 1 documents which revision the FAI addresses — preventing scope disputes downstream.
Form 2: Product Accountability
Form 2 documents all raw materials, special processes, and functional test results:
- Raw materials: Listed with specification number, backed by a mill certificate or certificate of conformance (CoC). Materials from unapproved sources trigger automatic "Not Complete" status.
- Special processes: Anodizing, heat treatment, plating, welding — any process affecting material properties. Each entry must include the supplier, specification number, and revision level. Customer-mandated pre-approval applies where required.
- Functional tests: Pressure testing, electrical continuity, torque testing — any performance test required by the design is recorded here.
Common mistake: GKN Aerospace notes that many suppliers focus solely on Form 3 dimensional data while ignoring Form 2 material and process records—creating functional risk even when all dimensions pass.
Form 3: Characteristic Accountability
Form 3 is the core dimensional record. It lists every design characteristic from the drawing:
- Balloon ID number (correlates to ballooned drawing)
- Characteristic description (for example, "Hole diameter," "Surface flatness")
- Specification requirement (nominal value and tolerance)
- Actual measured value
- Pass/fail status
- Gage or measurement equipment used
Every characteristic must be accounted for. If a drawing note is not applicable, it must be marked "N/A" on Form 3—not omitted.
Non-conformances: Any characteristic failing to meet specification receives a tracking number and triggers corrective action. The FAI remains "Not Complete" until corrective actions are verified via partial FAI.
Ballooned drawing requirement: Ideagen confirms that an inspection drawing with uniquely numbered balloons is mandatory. Balloon numbers on the drawing must correspond exactly to characteristic numbers on Form 3 — any mismatch breaks the audit trail and can invalidate the entire FAIR.
FAI Limitations, Pitfalls, and When to Modify the Approach
Common Mistakes and Misconceptions
Dimensional tunnel vision: Treating FAI as purely a dimensional exercise while ignoring raw material certifications or special process records creates product functional risk. A part with perfect dimensions but wrong material hardness may fail catastrophically in service.
Assuming FAI approval is permanent: Any change to design, material, tooling, process, or supplier location voids the prior FAI and requires a new one. GKN's common mistakes guide lists specific triggers: design changes, process changes, manufacturing source changes, NC program changes, and production lapses of two years.
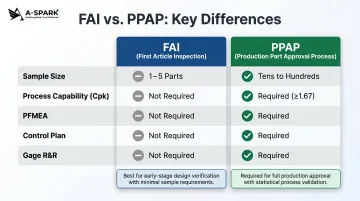
Confusing FAI with PPAP:
| Attribute | FAI | PPAP |
|---|---|---|
| Sample size | 1-5 parts | Tens to hundreds |
| Process capability (Cpk) | Not required | Required |
| PFMEA | Not required | Required |
| Control plan | Not required | Required |
| Gage R&R | Not required | Required |
FAI inspects a small number of parts to validate process conformance. PPAP evaluates an entire production run and requires additional documentation including PFMEAs, control plans, and measurement system analysis. 1Factory's quality guide notes that teams often assume suppliers have quality control plans in place, since FAI doesn't strictly require them — unlike PPAP, which mandates comprehensive process control documentation.
When a Partial (Delta) FAI Is Sufficient
A delta FAI is appropriate when only specific elements have changed, not the complete part. Examples:
- Minor drawing revision affecting one dimension
- Change in surface treatment vendor
- Material source change (same specification, different mill)
- Localized design modification to a single feature
The delta FAI report must clearly reference the original FAIR number, document only the changed characteristics, and provide justification explaining why unchanged portions of the baseline FAI remain valid.
When FAI May Be Unnecessary or Inappropriate
There are three scenarios where a formal FAI may not be the right fit:
- Very small, low-risk batches with established suppliers: A trusted supplier producing 10 simple parts with no contractual traceability requirement may be better served by enhanced incoming inspection than a full FAI.
- High-volume new programs: Producing tens to hundreds of parts better demonstrates process capability than a single first article. A pilot run with process capability studies (essentially a PPAP approach) is more appropriate here.
- Agreed alternative validation: Where both parties accept an alternative method — enhanced inspection, interim qualification — FAI can be deferred. This must be documented and mutually agreed.
Important caveat: Boeing's guidance states there are "no provisions to defer FAI" and that leadership must understand this. The IAQG FAQ explicitly ties FAI to "safety of flight" — skipping or shortcutting FAI on complex, high-risk parts introduces safety risk that no schedule or cost argument can justify.
Conclusion
FAI transforms the assumption that a production process will work into documented, traceable evidence that it does—protecting both buyer and supplier from costly downstream failures.
Yet FAI should not be treated as a compliance checkbox. Its value lies in three things: the rigor of the inspection plan, the completeness of the FAIR, and the supplier's genuine ability to repeat the validated process at full production scale.
When executed properly, FAI prevents the million-dollar mistakes that occur when production begins before the process is proven.
Frequently Asked Questions
What does a first article inspection include?
FAI includes dimensional inspection of all drawing characteristics, material certifications, special process records (heat treatment, plating, coating), and functional test results. It's not just measurements—it's comprehensive validation of materials, processes, and performance.
When should a first article inspection be done?
FAI is required when any of the following occur:
- New part introduction or initial production run
- Design or process changes affecting conformance
- New supplier or manufacturing location
- Production transfers or line moves
- Resuming production after a gap of two or more years
Any change that could affect part conformance triggers a new or partial FAI.
What is the difference between PPAP and first article inspection?
FAI validates one or a few parts from the first production run to confirm process conformance. PPAP is broader, requiring documentation of an entire production run, process capability studies (Cpk), control plans, PFMEAs, and gage R&R. FAI is often one component within a full PPAP submission.
What is included in a first article inspection report?
The FAIR includes three forms per AS9102: Form 1 (part number accountability), Form 2 (material and special process records), and Form 3 (dimensional results and pass/fail status). Each form is supported by a ballooned drawing that links every characteristic to its inspection result.
What is the AS9102 standard?
AS9102 is the SAE International standard defining FAI requirements for aviation, space, and defense manufacturing. It specifies the documentation format (Forms 1, 2, 3), scope of inspection, and process controls required. The current revision is AS9102C, published in May 2023.
Do basic dimensions need to be inspected during FAI?
Yes. In a full FAI, all drawing dimensions and specifications—including basic dimensions used as references for GD&T—must be accounted for and verified, as Form 3 requires every design characteristic to be listed with its conformance status.


