
Introduction
Thermal failures account for roughly 55% of electronic component failures, yet as power densities climb in EV inverters, LED drivers, and industrial controllers, the margin for error keeps shrinking. For engineers and procurement teams, managing heat in compact, high-power assemblies isn't a secondary concern — it directly affects component lifespan, warranty costs, and product reliability.
Die cast aluminum heat sinks address this challenge with a combination of thermal performance, geometric flexibility, and production scalability that few other manufacturing methods can match. This guide covers the die casting process, alloy selection, design optimization, comparisons with extrusion and forging, and sourcing guidance — everything you need to specify the right heat sink for your application.
Key Takeaways
- Die casting produces complex 3D geometries—integrated mounting bosses, pin fin arrays, curved surfaces—that extrusion cannot replicate
- ADC12/A380 alloys deliver 96-110 W/m·K conductivity and excellent castability; 6063 reaches 200 W/m·K via squeeze casting for premium applications
- Anodizing boosts surface emissivity from 0.04 to 0.83+, significantly increasing radiant heat dissipation in passive cooling—but high-silicon alloys produce poor anodic coatings
- In-house control of tooling, casting, CNC machining, and surface treatment cuts lead time and reduces quality risk
What Is a Die Cast Aluminum Heat Sink and How Does It Work?
A die cast aluminum heat sink is a thermally conductive component produced by injecting molten aluminum under high pressure into a hardened steel die. The result is a one-piece part with integrated fins, mounting features, and base plate that draws heat away from hot surfaces.
The thermal physics: Heat flows by conduction from the heat source—an LED driver, power transistor, or EV inverter—through the base plate into the fins. Surface area, material thermal conductivity, and airflow determine how much heat the sink can dissipate. Per Celsia's Heat Sink Design Fundamentals, "convection transfers heat between a solid surface and a fluid (air or liquid) in motion," making fin geometry and spacing critical design variables.
Key structural components:
- Base plate – The thermal foundation; spreads heat from the source uniformly across the fin field
- Fins – Maximize surface area for convective and radiative heat transfer; types include straight plate fins, pin fins (cylindrical or conical), and louvered designs
- Fin height – Taller fins increase surface area and airflow face area, but add weight — a direct trade-off in weight-sensitive designs
- Fin spacing – Too narrow restricts airflow; too wide underutilizes surface area
- Draft angle – Allows clean part ejection from the die; typically 1-3° for conventional casting
Getting these variables right from the start is where DFM (Design for Manufacturability) analysis earns its value — a poorly drafted fin field that performs well thermally can still fail to eject cleanly from the die at volume.
How Die Cast Heat Sinks Are Manufactured
End-to-End Die Casting Sequence
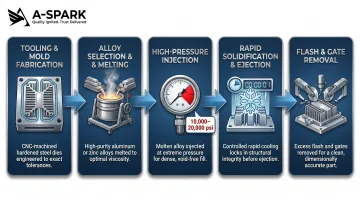
Die cast heat sinks follow a multi-stage process:
- Tooling/mold fabrication – Dies are typically fabricated from hardened H13 tool steel, chosen for high hardenability, wear resistance, and thermal shock tolerance (Fictiv, 2025)
- Alloy selection and melting – Aluminum alloys (ADC12, A380, A360) are selected based on thermal conductivity and castability requirements
- High-pressure injection – Cold-chamber die casting operates at 10,000-20,000 psi (up to 140 MPa), enabling rapid fill of complex fin geometries in milliseconds (Fictiv)
- Rapid solidification and ejection – Parts cool and solidify within seconds; dies open and ejector pins release the part
- Flash and gate removal – Excess material is trimmed
Secondary Operations
Raw castings undergo finishing to meet specifications:
- CNC machining – Drill and tap mounting holes, mill mating surfaces to flatness tolerances
- Deburring – Remove burrs and sharp edge features
- Surface treatments – Anodizing, powder coating, or chemical conversion coating
Anodizing increases emissivity from 0.04-0.06 (bare aluminum) to 0.83-0.86, significantly improving radiant heat dissipation in natural convection environments (QATs/ATS, 2010). However, high-silicon alloys (ADC12, A380 with >7-8% Si) produce dark, sooty, non-uniform anodic coatings (Products Finishing, 2009).
For anodizing-quality finishes, 6063 alloy (0.2-0.6% Si) is the industry standard — a key alloy selection consideration when surface finish requirements are defined early in the design phase.
Minimum Wall Thickness and Advanced Processes
Beyond surface finish, wall thickness defines what's structurally and thermally achievable. The standard minimum for aluminum HPDC is 1.0-1.5 mm, with 1.5 mm recommended for electronics applications (Neway Die Casting). Advanced equipment and high-flow alloys can achieve 0.8 mm walls.
Squeeze casting (a hybrid of casting and forging) solidifies molten metal under high pressure at lower injection velocity, producing near-zero porosity components. This enables wrought alloys like 6063 to be die cast with minimal porosity, achieving higher thermal conductivity than conventional HPDC (CEX Casting, 2023).
Mold Design and Quality Impact
The process choices above only perform as intended when the mold itself is correctly engineered. Proper gating, venting, and ejector pin placement directly affect porosity levels, dimensional accuracy, and surface finish. Per NADCA standards, draft requirements for aluminum inside walls range from 6° at 2.5 mm depth to 0.85° at 127 mm depth, with inside surfaces requiring roughly twice the draft of outside surfaces due to metal shrinkage onto die features.
Choosing the Right Aluminum Alloy for Heat Sinks
Thermal Conductivity and Castability Comparison
| Alloy | Silicon (%) | Thermal Conductivity (W/m·K) | Application |
|---|---|---|---|
| ADC12 / A383 | 9.5-12.0 | 96 | High-volume, complex geometries, cost-sensitive |
| A380 | 8.0-9.5 | 96 | Standard HPDC, balanced properties |
| A360 | 9.0-10.0 | 110 | Higher conductivity than A380, lower copper content |
| 6063-T6 (via squeeze casting or extrusion) | 0.2-0.6 | 200 | Premium thermal performance, anodizing-compatible |
Sources: MatWeb ADC12, ASM 6063-T6
Higher silicon content improves melt fluidity, enabling thin-wall fills and intricate fin geometries — but it reduces thermal conductivity. Pure aluminum conducts ~237 W/m·K; adding 8-12% silicon for castability drops this to 96-110 W/m·K (EcoTherm).
Copper content matters too. A360 achieves higher conductivity (110 W/m·K) than A380 (96 W/m·K) despite comparable silicon levels because A360 caps copper at 0.6% versus the 3.0-4.0% in A380. Copper strengthens the alloy but degrades thermal conductivity.
Squeeze Casting with 6063 Alloy
Squeeze casting applies pressurization during solidification, reducing porosity to near-zero levels. This allows wrought alloys like 6063 (thermal conductivity ~200 W/m·K) to be die cast — an alloy that would otherwise suffer fluidity and porosity issues in conventional HPDC. The process costs more and requires precise mold design, but delivers roughly twice the thermal conductivity of ADC12/A380.
With these trade-offs in mind, alloy selection comes down to three variables: production volume, geometric complexity, and thermal target.
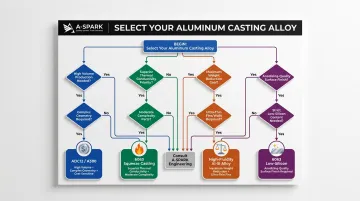
Alloy Selection Framework
- High-volume, complex geometry, cost-sensitive → ADC12 or A380
- Superior thermal conductivity with moderate complexity → Squeeze casting with 6063; higher tooling cost is offset at sufficient volumes
- Maximum weight reduction with thin fins → High-fluidity Al-Si alloys in consultation with your casting partner
- Anodizing-quality finish required → 6063 (low-silicon content produces uniform, clear anodic coatings)
Design Best Practices for Optimal Thermal Performance
Fin Geometry: Height, Thickness, and Draft
Fin height is the most effective lever for improving thermal performance under weight constraints. Taller, thinner fins maximize surface-area-to-mass ratio. That said, taller fins increase weight and can reduce convection if spacing becomes too tight.
Conventional die casting requires minimum draft angles of 1-3° and minimum fin wall thickness of 1.5-2 mm to allow clean ejection and complete fill. Advanced alloys and squeeze casting can push these to 0.5° draft and sub-1 mm fin tips — cutting weight without sacrificing thermal performance.
Fin Spacing and Natural Convection
Narrower fin gaps restrict buoyancy-driven airflow, creating a thermal bottleneck. Engineering guidance recommends fin spacing greater than 12 mm for natural convection heat sinks. If fin height is less than 10 mm, spacing must be at least 1.2 times the fin height (EcoTherm).
Forced convection applications tolerate tighter spacing because fans provide pressure to overcome viscous resistance, but natural convection depends entirely on density-driven flow.
Base Plate Thickness and Heat Spreading
A thicker base distributes heat more evenly across the fin field, reducing spreading resistance — particularly when the heat source is small relative to the fin array. The key trade-offs when sizing base thickness:
- Adds weight with each incremental increase — a meaningful constraint in weight-sensitive designs
- Most effective when fin height is already at its envelope limit
- Under constant-weight budgets, maintaining fin height outperforms adding base thickness on thermal performance
Surface Treatment for Enhanced Emissivity
Bare aluminum has emissivity of 0.04-0.06; anodized aluminum reaches 0.83-0.86 (QATs/ATS, 2010). This 15-20x improvement in radiative heat transfer makes anodizing critical for passive heat sinks.
High-silicon die cast alloys (ADC12 with 10.5-13.5% Si, A380 with 8.0-9.5% Si) produce poor anodic coatings — often brownish-gray, sooty, or non-uniform. Silicon does not dissolve in the anodizing bath, preventing formation of a dense oxide layer.
By contrast, 6063 (0.2-0.6% Si) is the architectural anodizing standard, producing clear, consistent finishes (Products Finishing, 2009).
Workarounds for ADC12/A380:
- Alloy modification with sodium or strontium during melting improves anodizing results
- Powder coating provides emissivity ~0.9 and consistent color
- Chemical conversion coating offers corrosion protection without the emissivity boost
Die Cast Aluminum vs. Other Heat Sink Manufacturing Methods
| Parameter | Die Casting | Extrusion | Cold Forging |
|---|---|---|---|
| Typical Alloys | ADC12, A380, A360 | 6063, 6061 | AL1070 (1000-series) |
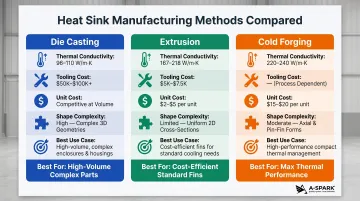
| Thermal Conductivity | 96-110 W/m·K | 167-218 W/m·K | 220-240 W/m·K |
| Tooling Cost | $50,000-$100,000+ | $5,000-$7,500 | Not widely published |
| Unit Cost | Competitive at volume | $2-$5/unit | $15-$20/unit |
| Shape Complexity | High (3D, integrated features) | Limited (2D cross-section) | Moderate (axial symmetry) |
| Min. Wall Thickness | 0.8-1.5 mm | Varies by aspect ratio | Sub-1 mm achievable |
Sources: SinoExtrud, Aiko LED, Haizol
Die Casting vs. Aluminum Extrusion
Extrusion advantages:
- Alloys 6063/6061 deliver 160-200 W/m·K thermal conductivity—roughly double ADC12's 96 W/m·K
- No porosity, producing thermally and mechanically superior parts
- Lower tooling cost ($5,000-$7,500 vs. $50,000-$100,000+)Lower tooling cost ($5,000-$7,500 vs. $50,000-$100,000+)
- Better economics for simpler, lower-volume designs
Extrusion limitations:
- Restricted to uniform 2D cross-sections; any variation requires secondary CNC machining
- Cannot produce integrated mounting bosses, brackets, or irregular fin patterns without post-machining
- Most profiles limited to <12 inches CCD (circumscribing circle diameter)
Choose die casting over extrusion when your design requires complex 3D geometries, integrated features, or non-uniform fin arrays. Die casting produces net-shape parts with those features built in, eliminating the secondary machining extrusion would require.
Die Casting vs. Cold Forging
Where extrusion trades shape flexibility for conductivity, cold forging pushes thermal performance even further. Cold-forged heat sinks using AL1070 achieve 220-240 W/m·K—more than double ADC12's 96 W/m·K.
Aiko LED documents that cold-forged heat sinks dissipate 80% more thermal energy than die-cast alternatives for stadium lighting applications (Aiko LED, 2022).
Cold forging trade-offs:
- Unit cost: $15-20 vs. $2-5 for extrusions
- Lead times: 4-6 weeks vs. 2-3 weeks
- Production rates: 200 units/hour vs. 500 for extrusion
- Shape complexity: limited to axial symmetry; less versatile than die casting
Choose cold forging for high-power, compact applications where thermal conductivity is critical and unit cost is a secondary concern—such as high-bay LED fixtures or stadium lighting exceeding 1,500W.
Decision Matrix
- Complex 3D geometry + integrated features + high volume → Die casting
- Simple geometry + medium volume + thermal performance priority → Extrusion
- Maximum heat dissipation + compact form factor + cost is secondary → Cold forging
Key Applications and Choosing a Manufacturing Partner
Primary Industries
Die cast aluminum heat sinks serve demanding thermal management roles across several industries:
- Automotive and EV: ECUs, inverters, LED headlights, and on-board chargers all depend on die cast housings. The global aluminum die casting market was valued at $107.22 billion in 2024, projected to reach $160.72 billion by 2033 at 4.6% CAGR, driven by EV electrification (Straits Research).
- LED Lighting: Street lights, high-bay industrial fixtures, and stadium lighting use die cast heat sinks to manage high-power LEDs. Complex geometries can integrate drivers, optics, and mounting hardware into a single housing.
- Industrial Electronics: Power supplies, motor drives, and telecom equipment require thermal components that balance performance, weight, and cost at production volume.
- Renewable Energy: Solar inverters and EV charging infrastructure demand ruggedized heat sinks rated for outdoor environments and high continuous power densities.
What to Evaluate When Selecting a Manufacturer
- In-house tooling control: Manufacturers who own mold design and fabrication typically deliver first articles in 4–6 weeks from design approval, with faster iteration cycles during development.
- Integrated capabilities: Die casting, CNC machining, and surface treatment under one roof reduces supplier count, compresses lead times, and eliminates quality handoff risk.
- Quality certifications: ISO 9001 covers process control; IATF 16949 adds automotive-grade traceability, control plans, and PPAP documentation for applications with full dimensional and material certification requirements.
- Multi-region production: Manufacturers with facilities across multiple locations provide backup capacity and reduce exposure to single-site supply disruptions.
A-SPARK Manufacturing: Integrated Die Casting and Thermal Management Solutions
A-SPARK operates a fully integrated facility in Bac Ninh, Vietnam, with an in-house tooling workshop, 27 cold-chamber die casting presses (50–800 tons), CNC machining, and surface treatment — all certified to ISO 9001:2015 and IATF 16949.
Backed by 20+ years of aluminum die casting experience across Vietnam and China, A-SPARK supports OEMs and system integrators through DFM analysis, rapid prototyping, and scalable production runs — with a single point of contact from first article through mass production.
Frequently Asked Questions
How does an aluminum heat sink work?
Aluminum conducts heat from a hot component through its base plate into fins, which expose large surface area to surrounding air. Convection—natural or forced airflow—carries heat away, keeping the component within safe operating temperatures.
Does aluminum make a good heat sink?
Yes. Aluminum offers high thermal conductivity, low weight, corrosion resistance, and cost-effectiveness compared to copper, making it the preferred choice for most thermal management applications. Passive heat sinks dominate the market with a 61% share, with aluminum as the primary material (Business Research Insights).
What is the best aluminum for a heat sink?
The best alloy depends on your manufacturing process and thermal targets:
- 6063 — highest conductivity (~200 W/m·K); suited for extrusion or squeeze casting
- ADC12/A380 — standard for conventional die casting at volume
- High-silicon Al-Si alloys — enable the thinnest fins for complex geometries
Choose based on geometry complexity, production volume, and heat dissipation requirements.
Is die-cast aluminum better than aluminum?
Die-cast aluminum refers to the manufacturing process, not a different material. Die casting uses specific aluminum alloys optimized for castability, which may have slightly lower thermal conductivity than wrought alloys used in extrusion—but the process enables complex 3D shapes that other methods cannot produce.
What metal makes the best heat sink?
Copper has the highest thermal conductivity (~400 W/m·K vs. aluminum's ~200 W/m·K), but is heavy and expensive. Aluminum offers an excellent balance of conductivity, weight, cost, and manufacturability, making it dominant across most industries. Copper is reserved for applications where maximum heat flux density justifies the cost.
How much does it cost to die-cast aluminum mold?
Aluminum die casting molds typically range from $50,000 to $100,000+, depending on part complexity, size, and number of cavities (Haizol, SinoExtrud). Tooling costs amortize over high volumes — per-part economics become competitive at roughly 10,000+ units.


