Introduction
Engineers and procurement managers face a familiar dilemma when sourcing lightweight, high-precision components: which metal forming process delivers the right balance of strength, formability, and cost efficiency? Aluminum sheet metal stamping has become the answer for industries ranging from automotive and electric vehicles to electronics, aerospace, and renewable energy. The process offers broad design flexibility and corrosion resistance—but results depend heavily on alloy selection, tooling design, and process control.
Mismatched alloy selection leads to premature tooling wear or dimensional failure. Inadequate springback compensation produces out-of-tolerance parts. Poorly controlled die clearance generates burrs that cascade into downstream assembly problems.
According to the Aluminum Association, aluminum content in North American light vehicles is projected to reach 556 pounds per vehicle by 2030, driven largely by stamped structural and thermal management components—yet only 30% of aluminum's formability advantage translates into real-world production without proper process controls.
This guide covers everything you need to specify and produce aluminum stamped parts with confidence: alloy selection, core stamping techniques, operation types, industry applications, common challenges, and cost factors. Whether you're switching from steel for weight reduction or scaling a new EV platform component, each section delivers practical engineering guidance to reduce risk and shorten development cycles.
TLDR: Key Takeaways
- Aluminum stamping uses dies and presses to shape flat sheet into precision components requiring 30–50% less press force than steel
- 5052-H32 leads in formability and corrosion resistance; 6061-O suits structural parts with post-stamp heat treatment; 7075 is aerospace-grade but cold-forming-limited
- Core techniques (blanking, piercing, deep drawing, coining) require 7.5% die clearance per side — tighter than steel's 10%
- Progressive die excels for high-volume small parts; transfer die handles deep draws; fine blanking eliminates secondary deburring
- Springback runs 3× higher than steel; manage it with over-bending, servo press dwell control, and annealed temper selection
What Is Aluminum Sheet Metal Stamping?
Aluminum sheet metal stamping is a cold-forming manufacturing process in which flat aluminum sheets or coils are shaped into specific parts using hardened dies mounted in a stamping press. Unlike CNC machining (which removes material) or casting (which pours molten metal into molds), stamping uses controlled mechanical force to deform room-temperature sheet metal into net or near-net shapes through operations such as blanking, piercing, bending, and deep drawing.
Stamping vs. Sheet Metal Fabrication: Clarifying the Terms
"Sheet metal fabrication" is a broad umbrella term encompassing cutting, bending, welding, and assembling. "Stamping" refers specifically to the high-speed, die-based pressing operation that transforms flat sheets into formed parts. Stamping is one method within the larger sheet metal fabrication discipline—but it's the method optimized for high-volume production with repeatable precision.
Aluminum vs. Steel: Key Material Property Differences for Stamping
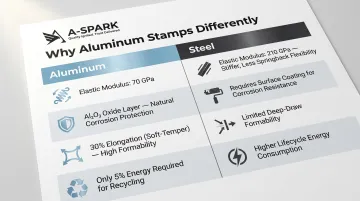
Aluminum's unique properties make it particularly well-suited for stamping:
- Elastic modulus of 70 GPa (versus steel's 210 GPa) means blanking and piercing require only 30–50% of the force needed for equivalent steel, enabling smaller presses and faster cycle times.
- A naturally forming Al₂O₃ oxide layer (1–10 nm thick) prevents further oxidation, reducing or eliminating secondary coating in many applications.
- Soft-temper alloys like 1100-O reach 30% elongation, supporting intricate deep draws and multi-stage forming that high-strength steels cannot achieve.
- Recycling aluminum uses only 5% of the energy required for primary production; 75% of all aluminum ever produced remains in use, with automotive recycling rates above 90%—a strong lifecycle cost case for ESG-focused OEMs.
Best Aluminum Alloys for Stamping: Grades and Selection Guide
Understanding the Alloy Numbering System
The Aluminum Association maintains the international alloy designation system organized by series (1xxx–7xxx) based on the principal alloying element, paired with temper codes that define mechanical condition:
- Series: 1xxx (unalloyed/pure), 3xxx (manganese), 5xxx (magnesium), 6xxx (magnesium-silicon), 7xxx (zinc)
- Temper: O (annealed/soft), H (strain-hardened), T (heat-treated)
Misunderstanding these codes causes stamping defects. An engineer specifying 6061-T6 for a complex deep draw will face severe springback and potential cracking; the same part formed in 6061-O and post-stamp heat-treated to T6 succeeds.
Stamping-Relevant Alloy Series Overview
| Alloy-Temper | UTS (MPa) | Yield (MPa) | Elongation (%) | Typical Stamping Use |
|---|---|---|---|---|
| 1100-O | 90 | 34 | 30 | Deep draws, spinning, decorative work |
| 3003-O | 110 | 41 | 30 | Cookware, tanks, enclosures |
| 5052-H32 | 228 | 193 | 12+ | Marine panels, automotive structural |
| 6061-O | 124 | 55 | 25 | Formable structural (pre-heat-treat) |
| 6061-T6 | 310 | 276 | 12 | Post-form structural brackets |
| 7075-T6 | 510-570 | 480-505 | 5-11 | Aerospace structural (limited cold forming) |
5052-H32 dominates stamping specifications because it delivers what most structural applications actually need: 228 MPa tensile strength combined with 12% elongation and solid corrosion resistance — a combination neither the softer 1xxx/3xxx grades nor the stiffer 6xxx/7xxx grades can match without trade-offs.
Where strength matters less than formability, 1100-O and 3003-O take over. Both offer 30% elongation for intricate shapes, making them the right call for decorative components, cookware, and chemical handling — anywhere forming complexity outweighs load-bearing requirements.
High-Strength Alloys: 6061 and 7075 Trade-offs
6061 delivers weldability and heat-treatability but exhibits higher springback in hard tempers. The solution: form in 6061-O (yield strength 55 MPa, elongation 25%), then heat-treat to 6061-T6 post-stamping to achieve 276 MPa yield strength. The added processing step is standard practice in automotive brackets and structural housings where both complex geometry and high load ratings are required.
7075 sits at the other extreme — tensile strength approaching some steels (510–570 MPa), but elongation as low as 5% makes conventional cold stamping extremely challenging. Reserve it for applications where weight-to-strength ratio is non-negotiable, and plan for hot forming, W-temper approaches, or reduced geometric complexity.
Thickness Range: How Thick Can You Stamp Aluminum?
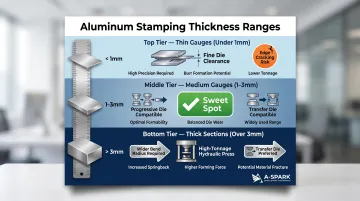
Alloy choice and thickness aren't independent decisions — higher-strength alloys tolerate less deformation, which tightens the practical thickness window. Most aluminum stamping runs sheet in the 0.5 mm to 6 mm range, with the following breakpoints:
- Thin gauges (<1 mm): Require fine-tuned die clearance to prevent edge cracking and wrinkling during forming
- Medium gauges (1-3 mm): The sweet spot for progressive and transfer die stamping; optimal balance of formability and structural integrity
- Thick sections (>3 mm): Demand higher press tonnage, wider bend radii, and careful springback compensation; transfer die stamping generally preferred over progressive
Progressive die stamping typically targets thinner gauges for high-speed production, while transfer die systems handle heavier stock with deeper draws.
Practical Alloy Selection Checklist
Evaluate five key factors when specifying aluminum for stamping:
- Formability/Shape Complexity: Deep draws and multi-stage forming require O-temper alloys (1100, 3003, 6061-O)
- Target Strength and Hardness: Structural applications demand 5052-H32 minimum; aerospace may require 7075
- Surface Treatment Compatibility: Some alloys anodize better (6061, 7075) than others (5052)
- Corrosion Environment: Marine and chemical exposure favor 5052; aerospace structural prefers 7075
- Sourcing Availability and Cost: Commodity grades (1100, 3003, 5052) cost significantly less than heat-treatable alloys (6061, 7075)
A-SPARK's engineering team reviews alloy selection as part of its DFM analysis — identifying where temper, thickness, or grade choices will create tooling or production issues before the first die is cut.
Aluminum Stamping Techniques and Operation Types
Core Material-Forming Techniques
Each forming technique shapes aluminum differently. Understanding which to apply — and where the process risks lie — determines whether your part meets spec or generates scrap.
Blanking cuts a precise flat shape from sheet stock; the "blank" becomes the workpiece. Die clearance is critical: aluminum requires 7.5% clearance per side (versus 10% for steel) to achieve clean edges without excessive burr formation.
Piercing punches holes or cutouts where the slug is scrap. Insufficient clearance causes material deformation around holes — a common QC failure. Soft alloys like 3003 are especially prone to hole shrinkage during piercing.
Deep Drawing forms hollow shapes (cups, cylinders, enclosures) by pressing a flat blank into a die cavity. Controlling blank holder force and lubrication prevents thinning and tearing. Aluminum's 3x greater springback versus steel demands careful process setup.
Coining applies high pressure to produce precise, fine-detail features — used in connectors, EV battery terminals, and electronics housings where dimensional accuracy determines fit and function.
Embossing adds raised or recessed patterns for branding or structural texture. Flanging bends edges outward to create mounting flanges that strengthen assemblies without additional fasteners.
Four Main Aluminum Stamping Operation Types
How individual operations are organized into a die setup determines throughput, part size limits, and tooling cost. These four configurations cover most aluminum stamping production scenarios.
Progressive Die Stamping: An aluminum strip feeds through sequential stations, each performing one operation, until the finished part exits. Best suited for high-volume, small-to-medium parts like connectors, brackets, and clips. Continuous operation and minimal part handling drive the lowest per-unit cost at high volumes.
Transfer Die Stamping: Parts move between separate dies via robotic transfer arms rather than a continuous strip. This suits larger or deeply drawn parts where strip feeding isn't practical — and gives tighter positional control for complex draw depths.
Four-Slide / Multi-Slide Stamping: Four tooling slides act simultaneously to form parts with multiple bends in a single cycle. Efficient for clips, hinges, and spring contacts where the geometry is driven by horizontal bending rather than vertical press force.
Fine Blanking: Uses V-ring impingement and counter-pressure to produce smooth, burr-free sheared edges with near-zero tolerances. Fine blanking achieves micron-order precision, eliminating secondary deburring — though specialized tooling and equipment make it cost-effective primarily at high volumes.
The 7 Steps in the Stamping Method
- Material selection and sheet preparation — specify alloy grade, temper, and thickness
- Die design and tooling fabrication — precision machining of tool steel using CNC and EDM
- Blank cutting or coil feeding — prepare feedstock for press operation
- Stamping/forming operations — execute blanking, piercing, drawing, or coining
- Trimming and piercing secondary features — add holes, slots, or final contours
- Deburring and edge finishing — remove sharp edges and surface imperfections
- Surface treatment and quality inspection — apply coatings if required; verify dimensions and tolerances

Steps 2 and 7 consume most of the cost and lead time. Tooling fabrication demands precision EDM work and heat treatment — often 4–8 weeks for complex progressive dies. At the inspection stage, IATF 16949-certified programs require PPAP documentation and dimensional reports before first article approval, which adds structured time but eliminates costly surprises in production.
Industry Applications of Stamped Aluminum Parts
Automotive and Electric Vehicles
The automotive sector drives aluminum stamping demand. Aluminum content in North American light vehicles is projected to reach 556 pounds per vehicle by 2030, with stamped components representing a growing share of that total. Key applications include:
- Body panels and structural chassis components — lightweight alternatives to steel stampings
- Heat shields and thermal barriers — protect battery packs and exhaust systems
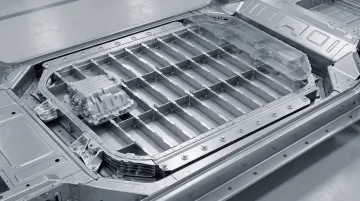
- EV battery enclosure trays — 5052 and 6061 alloys provide corrosion resistance and formability
- Motor brackets and mounting hardware — structural support for electric drivetrains
The Ford F-150 Lightning exemplifies the trend: its all-aluminum body relies heavily on stamped panels and structural components to offset battery weight and extend range. Aluminum-intensive vehicles achieve up to 20% reduction in total lifecycle energy consumption.
Aerospace, Electronics, and Industrial Applications
Aerospace: Aircraft interior brackets and fuselage supports use 2024 and 7075 alloys for strength-to-weight performance. Fine blanking produces precision structural components with smooth edges, reducing assembly time and weight.
Electronics: Heat sinks, EMI shielding enclosures, and connector housings rely on 5052 and 1100 alloys for thermal conductivity and formability. Aluminum's 235 W/mK thermal conductivity makes stamped heat sinks cost-effective for board-level cooling.
Industrial and Renewable Energy: Lighting reflectors, medical trays, and solar mounting hardware depend on stamped aluminum for corrosion resistance and light weight.
Alloy-to-Application Mapping
- 5052: Automotive fuel tanks, marine panels, EV enclosures
- 6061: Structural brackets, bicycle frames, industrial equipment
- 1100: Food-safe trays, decorative components, electronics enclosures
- 7075: Aerospace structural, high-performance automotive suspension
A-SPARK Manufacturing supports these sectors — automotive/EV, lighting, electronics, and industrial equipment — with IATF 16949-certified stamping from its Vietnam facility, covering material selection, tooling, assembly, and logistics under one roof.
Common Challenges in Aluminum Stamping and How to Address Them
Springback and Warping
Springback is the most prevalent dimensional accuracy challenge. Aluminum's springback is approximately 3x greater than steel due to its one-third elastic modulus. Aluminum also exhibits negative strain-rate sensitivity, accelerating localized strain gradients.
Solutions:
- Over-bend intentionally: design dies to bend 5–7 degrees beyond the target angle to compensate
- Servo-driven presses with programmable ram speed and dwell time at bottom dead center reduce springback magnitude
- Form in O-temper when geometry allows post-forming heat treatment to final strength

Surface Defects and Tooling Wear
Aluminum's softness makes it prone to scratching, galling (die pickup), and surface transfer onto tool steel. The abrasive oxide layer accelerates tooling wear despite lower forming forces.
Solutions:
- TiN or TiCN die coatings reduce friction and resist aluminum adhesion, directly extending die life
- Use press lubricants formulated for aluminum — generic lubricants accelerate galling
- Apply protective film to sheet stock to preserve surface finish through forming
- Schedule periodic die polishing and coating renewal to prevent progressive degradation
Edge Quality: Burrs and Cracking
Excessive die clearance produces burrs; insufficient clearance causes edge cracking. Soft alloys like 3003 exhibit hole shrinkage during piercing.
Solutions:
- Calibrate to 7.5% clearance per side for aluminum; verify and adjust per alloy and thickness
- Keep punch edges sharp — dull cutting edges are the primary driver of burr formation
- For edge-critical parts, fine blanking eliminates secondary deburring entirely
Surface and edge quality issues are largely mechanical and addressable at the tooling stage. The oxide layer, however, creates downstream complications that require attention in post-stamping operations.
The Oxide Layer Challenge
Aluminum's naturally formed Al₂O₃ layer interferes with welding and can cause adhesion failures in painting or bonding operations. The oxide melts at 2,072°C versus 660°C for aluminum metal, creating welding difficulties.
Solutions:
- Abrasion or alkaline cleaning before joining or coating removes the oxide layer reliably
- Plasma surface treatment improves adhesion for both coatings and structural adhesives
- Schedule surface preparation as a defined step in the post-stamping workflow, with dedicated process controls and inspection checkpoints
Cost Factors and Choosing the Right Stamping Partner
Main Cost Drivers in Aluminum Stamping
Tooling/Die Fabrication typically represents the largest upfront cost. Precision die steel (D2, H13) machining, EDM work, heat treatment, and polishing are labor and capital intensive. Dies must hold tolerances of fractions of a millimeter. Why are stamping dies so expensive? Because they require specialized equipment, skilled toolmakers, and iterative try-out cycles—but dies amortize across hundreds of thousands of parts, making them cost-effective at scale.
Material Cost by Alloy Grade: Commodity alloys (1100, 3003, 5052) are widely available from domestic rolling mills at competitive prices. Heat-treatable alloys (6061, 7075) carry premium pricing due to alloying elements and thermal processing—7075 plate can cost 2-4x the price of 3003 sheet on a per-pound basis.
Production Volume: Unit cost drops sharply as volume scales due to tooling amortization and setup efficiency. A progressive die program with 500,000 annual parts amortizes tooling costs to pennies per part, while a 5,000-piece transfer die run may carry dollars per part in tooling burden.
Estimating Sheet Metal Fabrication Cost
Total part cost = (Material weight × Alloy price/lb) + (Tooling cost ÷ Production quantity) + Finishing cost
Material typically represents 40-60% of total part cost for commodity alloys in high-volume production. Tooling amortization decreases inversely with quantity, making volume the dominant cost lever once dies are fabricated.
Key Criteria for Evaluating an Aluminum Stamping Manufacturer
- Holds IATF 16949 or ISO 9001 certification — confirms quality system rigor and traceability for automotive and industrial applications
- Maintains in-house tooling capability to reduce lead times and enable rapid die adjustments during try-out
- Provides engineering DFM support during quoting to catch manufacturability issues before tooling investment
- Operates across multiple production regions for supply chain resilience and geographic redundancy
- Offers post-stamping services (CNC machining, surface treatment, assembly) to reduce supplier handoffs and logistics complexity
A-SPARK Manufacturing holds ISO 9001:2015 and IATF 16949 certifications and offers end-to-end support from design analysis through assembly and logistics from its Vietnam facility. With in-house progressive and transfer die fabrication, press tonnages from 50–800T, and integrated CNC machining and surface treatment, A-SPARK functions as a single-source partner for OEMs. It serves customers sourcing aluminum components across Asia and global markets.

Practical Questions for Supplier Evaluation
Before awarding a stamping program, ask potential suppliers:
- What is the tooling warranty and expected die life? Clarify coverage for premature wear or failure before committing.
- Can you provide PPAP or FAI documentation? Confirm capability to meet automotive (PPAP) or aerospace (AS9102A) quality requirements.
- What is your typical lead time from tooling approval to first article? This sets realistic program launch expectations.
- Do you perform in-house surface treatment or outsource it? In-house finishing reduces lead time and eliminates quality handoff risk.
Frequently Asked Questions
What is the best aluminum for stamping?
5052 offers the best balance of formability, corrosion resistance, and commercial availability, making it the go-to alloy for most stamping applications. For intricate or decorative work, 1100-O provides maximum ductility. Structural parts that need post-stamp heat treatment work well in 6061-O, formed to shape then aged to T6.
How thick of aluminum can you stamp?
Aluminum sheet metal stamping typically handles thicknesses from 0.5 mm to 6 mm. Thinner gauges require precise die clearance control to prevent edge cracking; thicker gauges demand higher press tonnage and larger bend radii. Progressive dies favor thinner stock; transfer dies handle heavier sections.
What are the four types of metal stamping?
The four main types are progressive die (continuous strip feeding through sequential stations), transfer die (parts physically transferred between separate dies), four-slide/multi-slide (horizontal slides for complex geometries), and fine blanking (precision process with smooth, burr-free edges). Selection depends on part size, geometry, and production volume.
What are the 7 steps in the stamping method?
The seven steps are: (1) material selection, (2) die design and tooling fabrication, (3) blank/coil feeding, (4) stamping and forming, (5) trimming and piercing, (6) deburring and edge finishing, and (7) surface treatment with final inspection. Tooling fabrication and inspection typically account for the most time and cost.
What is the difference between sheet metal and stamping?
Sheet metal fabrication is the broad category encompassing cutting, bending, welding, and assembly. Stamping is a specific high-speed die-pressing process for shaping flat sheet into formed parts. Stamping is one method within sheet metal fabrication—optimized for high-volume production with repeatable precision.
Why are stamping dies so expensive?
Dies are machined from hardened tool steel (D2, H13) using CNC milling and EDM, then heat-treated and polished to sub-millimeter tolerances. Upfront costs typically run $10,000 to $50,000+ for complex progressive dies, but amortize quickly across high-volume runs — often reducing per-part cost to pennies.