
Introduction
Many manufacturers working with aluminum components—particularly die-cast parts used in automotive, lighting, and industrial equipment—struggle with coating failures that appear months or years after installation. Adhesion loss, blistering, and premature corrosion aren't just aesthetic problems; they represent warranty claims, product recalls, and reputational damage that trace back to gaps in surface preparation and process control.
Powder coating addresses these failures by electrostatically bonding charged powder particles to grounded aluminum surfaces, then curing them under heat into a durable, protective layer. Done correctly, it delivers corrosion resistance, impact durability, and UV stability that bare aluminum or liquid paint cannot consistently match.
Precise execution at every step is non-negotiable—especially for die-cast aluminum, where trapped gases and surface porosity create unique challenges that standard coating processes often underestimate.
This guide covers the full operational sequence—from pretreatment chemistry to curing temperature—and how each variable impacts adhesion quality, finish durability, and compliance with performance standards.
Key Takeaways
- Aluminum needs chemical conversion coating after deoxidation — iron phosphate alone won't create adequate adhesion
- Die-cast aluminum demands pre-baking before powder application to release trapped gases that cause blistering
- Powder chemistry must match the environment: epoxy for chemical resistance, polyester for UV exposure, fluoropolymer for coastal applications
- AAMA 2603/2604/2605 standards set 1-, 5-, and 10-year outdoor durability benchmarks, with salt spray requirements from 1,500 to 4,000 hours
- Powder coating emits negligible VOCs, recovers up to 96% of overspray, and qualifies for EPA exemption
What Is Powder Coating on Aluminum?
Powder coating is a solvent-free finishing process where finely ground thermosetting or thermoplastic resin powder is electrostatically applied to a grounded aluminum surface, then cured in an oven to form a continuous, chemically bonded coating. As powder particles exit the spray gun, they gain a negative charge. The grounded aluminum part attracts and holds them uniformly across all exposed surfaces until heat triggers crosslinking during the cure cycle.
Powder coating fills four performance gaps bare aluminum cannot address on its own: corrosion resistance in marine and outdoor environments, impact durability for mechanical assemblies, UV stability for architectural facades, and aesthetic versatility across colors and textures.
Unlike anodizing, it builds a protective barrier on top of the substrate rather than within the metal. Unlike liquid paint, it contains no solvents and emits negligible VOCs, while delivering superior film thickness and mechanical properties.
Key distinctions from alternatives:
- Anodizing produces thinner, harder, more dimensionally precise finishes ideal for tight-tolerance applications but offers limited color range
- Liquid paint allows easier touch-up and works better for complex internal geometries but requires solvent handling and delivers lower durability
- Powder coating provides the best balance of protection, aesthetics, and environmental compliance for most industrial and commercial aluminum applications
Why Powder Coating Is Used on Aluminum in Industry
Aluminum naturally forms a thin oxide layer that provides basic corrosion protection but creates poor adhesion for coatings. Without proper surface treatment, this oxide layer reforms within hours of abrasive blasting, causing coating failure. Powder coating—when applied over chemically treated aluminum—seals this surface and extends service life in harsh environments: outdoor exposure, marine atmospheres, automotive underbody conditions, and high-humidity industrial settings.
Industry applications demand specific performance attributes that powder coating addresses systematically:
- Adds 1.5–3.5 mils total thickness with minimal impact on part tolerances
- Corrosion resistance – AAMA 2605-compliant coatings achieve 4,000 hours salt spray resistance, suited for coastal and marine installations
- UV stability – Fluoropolymer formulations carry warranties up to 30–40 years for color retention and chalk resistance
- Produces zero VOC emissions, eliminating thermal oxidizer requirements and EPA permitting complexity
- Recovers up to 96% of overspray powder for reuse, cutting material waste
For manufacturers producing aluminum die-cast components, integrating powder coating within the production workflow reduces lead times and ensures coating compatibility with the cast substrate. A-SPARK Manufacturing, for example, operates an in-house surface treatment line alongside its die casting facility in Bac Ninh, Vietnam. Its IATF 16949 certification covers painting operations, supporting consistent quality control for automotive and industrial customers across high-volume runs.
How Powder Coating Aluminum Works: Step by Step
Powder coating aluminum follows a precise sequence — each step builds directly on the last. The finished coating adheres through two mechanisms: mechanical bonding from surface texture and chemical bonding from conversion coating reactions with the substrate.
Step 1: Abrasive Blasting and Initial Cleaning
Abrasive blasting removes inorganic contaminants, existing coatings, oxidation, and surface irregularities from aluminum parts. The process creates a slightly roughened profile that improves mechanical adhesion, which is critical for long-term coating performance. 100-grit garnet sand or aluminum oxide is recommended for aluminum; steel grit must be avoided to prevent iron contamination that creates galvanic corrosion risk.
For repurposed or recycled aluminum components, this step also strips prior finishes. Surface profile should be controlled carefully:
- Too rough: causes coating defects and uneven film thickness
- Too smooth: compromises mechanical adhesion at the interface
Step 2: Chemical Pretreatment and Conversion Coating
This is the most critical step for aluminum coating success. After blasting, a multi-stage chemical pretreatment sequence is applied:
Stage sequence:
- Alkaline cleaning – Removes oils, fingerprints, and organic contaminants
- Rinse – Typically reverse osmosis (RO) water with <3 ppm impurities
- Acid etch/deoxidation – Removes residual aluminum oxide at the microscopic level
- Rinse – Second RO rinse to prevent contamination
- Conversion coating – Zirconium or titanium-based chemistry creates a stable, corrosion-resistant interface for the powder coat

Iron phosphate, which works well on steel, does not prepare aluminum adequately for high-performance powder coating. Zirconium or chromate conversion coatings are required. Hexavalent chromate, once standard, is now a known carcinogen regulated under REACH and OSHA; by 2000, chrome-free pretreatments demonstrated AAMA compliance and have since replaced chromate in most operations.
Skipping or shortcutting pretreatment is the primary driver of adhesion failures and field rejections in powder-coated aluminum.
Step 3: Masking and Optional Priming
Masking protects critical surfaces from coating coverage. Areas that require masking include:
- Threaded holes and machined interfaces
- Bearing surfaces and electrical contact areas
- Any dimension-critical feature where coating buildup affects fit
High-temperature masking tape rated for 375–400°F is required to withstand the full cure cycle without adhesive failure or residue.
Priming is recommended for aluminum components intended for outdoor, coastal, or high-humidity environments. A non-zinc epoxy or corrosion-inhibiting primer applied before the topcoat doubles salt spray resistance. Two-coat systems (epoxy primer + polyester topcoat) achieve 4,000 hours salt spray resistance versus 2,000 hours for single-coat applications.
Step 4: Powder Application via Electrostatic Spraying
A spray gun imparts a negative charge (typically 60–100 kV for corona guns) to dry powder particles as they exit the nozzle. The grounded aluminum part attracts and holds the charged particles uniformly across its surface, including around edges and contours. The electrostatic bond holds powder in place without sagging or running until the part enters the curing oven.
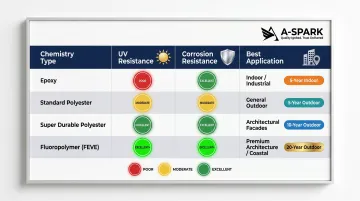
Powder chemistry selection:
| Chemistry | UV Resistance | Corrosion Resistance | Best Application |
|---|---|---|---|
| Epoxy | Poor; chalks outdoors | Excellent | Interior use, chemical exposure |
| Polyester (standard) | Good; 1-year outdoor | Good | Residential, light commercial |
| Polyester (super durable) | Very good; 5-year outdoor | Very good | Commercial exterior |
| Fluoropolymer (FEVE) | Excellent; 10-year outdoor | Excellent | Coastal, architectural, aerospace |
Film thickness targets: AAMA 2604 and 2605 require minimum 1.2 mils dry film thickness; AAMA 2603 requires 0.8 mils minimum. Recommended range for super durable polyester is 2.5–3.5 mils (60–80 micrometers).
Faraday cage effect: On complex die-cast geometries, electrostatic field lines concentrate at edges and corners while recessed areas receive minimal coverage. Edges may receive 6 mils while recesses get 1.5 mils. Tribo charging eliminates the ion field causing this effect and is preferred for intricate shapes.
Step 5: Curing in an Oven
Inside the curing oven, heat causes powder particles to melt, flow, and chemically cross-link into a continuous hard film. Cure schedules are calibrated to coating thickness, part mass, and powder chemistry — not set to a single universal temperature.
Typical cure schedules:
- Standard polyester: 400°F (204°C) for 10 minutes at substrate temperature
- Super durable polyester: 338–392°F (170–200°C) for 15–25 minutes
- Epoxy: 350–375°F for 10–15 minutes
Undercuring leads to dull finish, poor adhesion, and failed solvent rub tests. Overcuring causes yellowing, embrittlement, and loss of mechanical properties. Oven temperature uniformity is critical — particularly in batch ovens with poor airflow — because inconsistent profiles create zones of undercure and overcure within the same part.
Step 6: Cooling and Quality Inspection
Parts should cool gradually to prevent thermal stress and surface defects. Natural air cooling is standard; forced air or cooling chambers are used in high-volume operations. Once cooled below 100°F, quality inspection begins.
Inspection methods:
- Visual checks – Pinholes, orange peel, blistering, color uniformity
- Adhesion testing – Cross-cut tape test (ASTM D3359); 5B rating indicates no removal
- Film thickness – Eddy current gauge (ISO 2360); verify minimum AAMA compliance
- Hardness – Pencil hardness test (ASTM D3363); super durable polyester should achieve 2H minimum
- Color/gloss verification – Compare against reference standards using spectrophotometer
Key Factors That Affect Powder Coating Quality on Aluminum
Aluminum Alloy Type and Surface Condition
Different alloys vary in porosity, surface smoothness, and contaminant retention. Wrought alloys (6061, 6063 extrusions) have tighter, more uniform surfaces than die-cast alloys (A380, ADC12). Die-cast parts in particular contain subsurface porosity from the casting process, requiring additional pretreatment attention.
Outgassing in Die-Cast Aluminum
Gas trapped within die-cast aluminum during the casting process can escape during the curing cycle, causing bubbles, blistering, or pinholes in the finished coating. Defect rates can reach 25% or higher if unaddressed.
Mitigation approach:
- Pre-bake parts at least 68°F (20°C) above Part Metal Temperature before powder application
- Coat immediately after pre-bake, before the part cools to ambient temperature and re-absorbs atmospheric gases
- Use outgas-forgiving (OGF) primers or additives specifically formulated to allow gas escape before crosslinking

Timing between pre-bake and powder application is tight—often a matter of minutes. A-SPARK Manufacturing's in-house die casting, pre-bake, and powder application line runs within the same facility, giving process engineers direct control over this window rather than relying on inter-facility coordination.
Powder Formulation and Film Thickness
Powder chemistry and target film build determine how well the coating performs in service. Too thin a coating leaves the substrate exposed; excessive thickness drives back-ionization during application—producing orange peel texture—and introduces internal stresses during curing.
Target film thickness typically falls between 60–80 microns for standard architectural applications, with primers adding 25–40 microns beneath topcoats on demanding substrates.
Curing Parameters and Oven Uniformity
Inconsistent oven temperature profiles create zones of undercure and overcure within the same part. For large or geometrically complex aluminum components, validate oven ramp rate and soak time using temperature probes placed at the part surface—not just ambient oven air temperature.
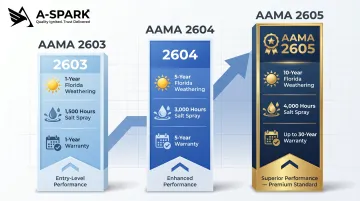
Compliance with Coating Performance Standards
AAMA standards for architectural aluminum:
| Standard | Florida Weathering | Salt Spray (hrs) | Color Retention (ΔE) | Typical Warranty |
|---|---|---|---|---|
| AAMA 2603 | 1 year | 1,500 | Slight fade allowed | 1 year |
| AAMA 2604 | 5 years | 3,000 | ≤5 after 5 years | 5 years |
| AAMA 2605 | 10 years | 4,000 | ≤5 after 10 years | Up to 30 years |
For automotive applications, reference OEM-specific coating specifications and IATF 16949-aligned process controls.
Common Challenges and How to Avoid Them
Aluminum's surface chemistry, porosity, and thermal sensitivity create failure points that don't exist with steel. Here's where most processes break down — and how to prevent each issue.
Adhesion Failure Due to Inadequate Pretreatment
Aluminum's oxide layer reforms within hours of blasting if parts are left untreated. The window between pretreatment and powder application must be tightly controlled — oxide regrowth begins fast, and even a short delay can compromise adhesion. Iron phosphate pretreatment (standard for steel) is insufficient for aluminum; it requires additional deoxidation followed by a zirconium or titanium conversion coating to build a reliable bonding surface.
Outgassing Blisters and Surface Defects in Cast Parts
Outgassing appears as craters or blisters that originate below the surface—distinct from coating application errors. Pre-baking die-cast parts at curing temperatures prior to coating releases trapped gas and prevents this defect. For high-porosity substrates like die-cast aluminum, using powder formulated for that application reduces the likelihood of defects that pre-baking alone won't catch.
Misconception That Powder Coating Aluminum Is the Same as Powder Coating Steel
The process steps differ in ways that matter. Applying a steel coating workflow to aluminum without adjustment produces consistent failures. The key differences:
- Pretreatment: Iron phosphate alone is not sufficient — aluminum requires a dedicated deoxidation and conversion coating step
- Surface prep: Deoxidation must happen within a controlled time window before powder application
- Cure temperature: Thin aluminum extrusions can distort at high cure temperatures that steel handles without issue
If you're sourcing powder coated aluminum components, confirming that your supplier uses an aluminum-specific process — not a modified steel line — is worth the conversation.
When Powder Coating May Not Be the Right Choice for Aluminum
Situations Where Anodizing Is Preferable
Some applications demand a finish that powder coating simply can't match. Anodizing is the better choice when:
- Tight tolerances are critical — aerospace structural parts or precision assemblies where even a thin coating layer affects fit
- Electrical properties matter — electronics enclosures requiring conductivity or EMI shielding need anodizing's non-insulating oxide layer
- Abrasion resistance is paramount — sliding-contact surfaces benefit from anodizing's harder, integrated finish
Anodizing creates an aluminum oxide layer within the metal itself, so it won't peel or chip like a surface coating. That makes it more dimensionally stable and longer-lasting in high-wear environments.
Constraints That Reduce Powder Coating Effectiveness
Highly complex hollow aluminum structures with blind cavities or recessed interior surfaces are difficult to coat evenly via electrostatic spraying — the Faraday cage effect blocks charge from penetrating deep recesses. Even tribo guns and reduced voltage settings struggle with extreme geometries.
Operational constraints matter too. Powder coating is a poor fit for small-batch touchup work: full equipment setup and oven cycle time makes it inefficient compared to compatible liquid paint systems.
Conclusion
Powder coating aluminum is a proven, high-performance finishing method—but one that demands correct process sequencing, particularly thorough surface pretreatment. Shortcuts in preparation translate directly to adhesion failures and service life cut from years to months.
For engineers and manufacturers working with die-cast aluminum components, understanding the interaction between casting porosity, pretreatment chemistry, and powder formulation determines whether a coating lasts decades in demanding environments or fails early.
Integrating powder coating into a controlled, end-to-end manufacturing process ensures these variables are managed by design, not chance. A-SPARK Manufacturing applies this approach within its IATF 16949-certified surface treatment line in Bac Ninh, Vietnam—where pretreatment protocols, powder selection, and cure parameters are built into the process from the start.
Frequently Asked Questions
Can you powder coat die-cast aluminum?
Yes, die-cast aluminum can be powder coated, but it requires specific preparation steps including pre-baking at temperatures above the cure cycle to release trapped gases from the casting. Outgas-forgiving (OGF) powder formulations suited for porous substrates should also be used to prevent blistering and pinhole defects during curing.
How long will powder-coated aluminum last?
With proper preparation and application, powder-coated aluminum can last 15–20+ years in standard environments. Service life depends on exposure conditions, coating thickness, and primer use — and whether the finish meets AAMA 2604 (5-year warranty) or 2605 (up to 30-year warranty for fluoropolymer formulations).
How much does it cost to powder coat aluminum?
Applied cost typically ranges from $1.40–$2.80 per square foot for materials, labor, and curing, varying by part size, geometry, volume, and powder type. Die-cast or complex parts requiring pre-baking, OGF primers, or masking carry higher per-unit costs.
Is it safe to powder coat aluminum?
Powder coating is a safe finishing method: it uses no liquid solvents, emits negligible VOCs, and overspray can be collected and reused. Proper respiratory protection is still required during powder application due to airborne particulates (OSHA particulate exposure limits: 3 mg/m³ respirable, 10 mg/m³ inhalable), and oven ventilation must be maintained during curing.
What is the best coating for cast aluminum?
For most structural, decorative, and outdoor applications, powder coating with proper pretreatment (deoxidation + zirconium or titanium conversion coating) is the best all-around option. High-wear, dimensionally critical, or conductivity-sensitive applications may call for anodizing or specialized liquid coatings instead.
Can you paint over powder-coated aluminum?
Liquid paint can be applied over existing powder coat, but adhesion is limited without mechanical abrasion or a compatible primer. For a durable recoat, best practice is to strip the existing powder coating and reprocess from scratch, as spot repairs rarely match color or texture consistently and compromise the original coating's protective integrity.


