
Introduction
Many engineering and procurement teams trace premature component failures — fractured crankshafts, cracked valve stems, parts that never reach their fatigue life targets — back to one decision: choosing the wrong manufacturing process.
Hot forging is a metalworking process in which metal is heated above its recrystallization temperature and shaped under compressive force using dies, producing components with superior mechanical integrity.
This article is written for engineers, procurement managers, and OEM buyers in automotive, aerospace, industrial equipment, and energy sectors who need to understand this process at an operational level. Design decisions, supplier qualification, and material selection all depend on knowing how hot forging actually works — and where alternative processes are the better fit.
What follows covers the full process from billet to finished part, including what drives outcomes and where hot forging has clear limits.
Key Takeaways
- Hot forging heats metal above 60% of its absolute melting temperature and deforms it under pressure, eliminating grain defects and producing dense, high-strength components
- Preferred for safety-critical parts in automotive, aerospace, and oil & gas—forged steel shows 37% higher fatigue strength than cast iron
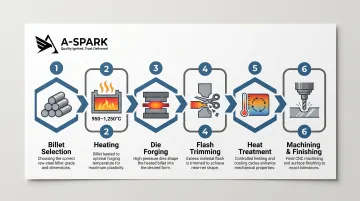
- Typical process: billet selection → heating (950–1,250°C for steel) → die forging → trimming → heat treatment → final inspection
- Part quality hinges on four variables: temperature control, die design, lubrication, and material forgeability
- Not ideal for small precision components, thin-section parts, or production requiring tight tolerances without machining
What Is the Hot Forging Process?
Hot forging is the plastic deformation of metal billets at temperatures above the recrystallization threshold—typically 60% of the metal's absolute melting temperature according to Degarmo et al. (2003). For steel, this translates to working temperatures of 950–1,250°C. At these elevated temperatures, the material becomes malleable enough to be shaped by dies without cracking or strain hardening.
The process achieves something casting and machining cannot: by deforming metal at elevated temperatures, the original coarse cast grain structure breaks down and is replaced by refined, aligned grains that follow the part's geometry. This grain flow directly improves tensile strength, fatigue resistance, and impact toughness compared to cast or machined alternatives.
How Hot Forging Differs from Related Processes
| Process | Key Distinction |
|---|---|
| Cold forging | Operates at room temperature; requires higher pressures. Hot forging reduces flow stress by working metal in its plastic range, enabling larger and more complex geometries. |
| Casting | Melts metal to liquid form, introducing porosity and shrinkage defects during solidification. Forging keeps metal solid throughout — no voids can form. |
The structural difference matters beyond the process itself. The Forging Industry Association notes that forging produces grain flow oriented toward directions of maximum stress. Casting cannot replicate this — certain metallurgical defects are inherent to the solidification phase.
Why Hot Forging Is Preferred for High-Demand Manufacturing
Industries like automotive, aerospace, and oil & gas demand components that withstand cyclic loading, extreme temperature variation, and high-stress environments. Hot forging addresses these demands through grain flow continuity and high material density that other processes simply cannot match.
The Cost of Choosing the Wrong Process
What goes wrong when engineers substitute hot forging with casting or machined bar stock for critical components?
A University of Toledo study sponsored by the Forging Industry Educational Research Foundation compared forged steel (AISI 1045) and ductile cast iron crankshafts. The numbers tell the story:
- 26% higher tensile strength for forged steel (827 MPa vs. 658 MPa)
- 37% higher fatigue strength at 10⁶ cycles (359 MPa vs. 263 MPa)
- Approximately 6 times longer crack initiation life for forged components
- 12 times higher impact toughness (60 J vs. 5 J at 26°C)
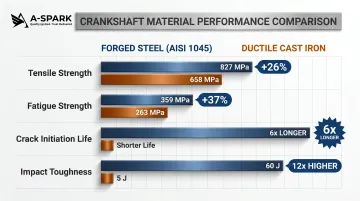
In cast iron, fatigue cracks initiated at graphite nodule peripheries — internal stress concentrations that forged steel simply doesn't have. The performance gap isn't statistical noise; it reflects a fundamental difference in material structure.
Real-world consequences: NHTSA Recall 20V-536 involved 15,156 Volvo trucks with die-cast brake pedal plates cracking due to casting process defects. The die-cast pedal plates failed at attachment ears, potentially causing complete brake pedal detachment.
Industry Practice vs. Regulatory Requirements
That failure record explains why the industry developed forging-specific oversight — though hot forging is not explicitly mandated by IATF 16949 or AS9100. These are quality management system frameworks, not process specifications. The preference for forging is operationally driven by OEM specifications and supply chain requirements.
For aerospace applications, the Performance Review Institute is direct on this gap: "general quality system standards like AS9100 are not designed to provide the depth and breadth needed to address critical forging processes." That's precisely why Nadcap audit criteria exist — to supplement AS9100 with forging-specific controls covering temperature, equipment maintenance, and grain size verification.
In automotive and aerospace, forging for safety-critical components is industry best practice backed by demonstrable performance gains, not regulatory compliance checkboxes.
How the Hot Forging Process Works: A Step-by-Step Breakdown
The hot forging process transforms raw billets into finished components through a carefully controlled sequence. While exact steps vary by die type (open vs. closed die), material, and part complexity, this overview reflects the standard closed-die hot forging sequence used for most industrial components.
Step 1: Raw Material Selection and Billet Preparation
The process begins with selecting the appropriate alloy:
- Carbon steel, alloy steel, or stainless steel for high-strength applications
- Aluminum for lightweight components
- Titanium for aerospace applications requiring high strength-to-weight ratios
Billets are cut to precise volume and inspected for surface defects or internal inclusions. Inconsistencies at this stage propagate through the entire process—a surface crack on the billet becomes a stress concentrator in the finished part.
Step 2: Heating the Billet
Billets are heated in induction or gas-fired furnaces to forging temperature:
- Steel: 950–1,250°C (carbon steels at the lower end, alloy steels higher)
- Aluminum alloys: 350–500°C
- Titanium alloys: 800–1,000°C
According to Carpenter Technology, furnace temperatures must be maintained within ±25°F of the set point — deviations in either direction cause distinct failure modes.
Overheating consequences: Grain coarsening, reduced mechanical properties, and in extreme cases "burning" — incipient melting at grain boundaries that is irreversible.
Underheating consequences: Cold shuts, laps, incomplete die fill, and surface cracking due to insufficient metal ductility.
Induction vs. gas furnaces: Induction heating uses up to 50% less energy than gas furnaces, provides superior temperature precision, and reduces scale oxidation. It's the precision-oriented choice for aerospace and automotive applications.
Step 3: Preforming and Die Forging
The heated billet is transferred to the forging station and compressed between dies using hydraulic or mechanical presses. The two primary configurations serve different production requirements:
| Method | Die Configuration | Best For | Typical Parts |
|---|---|---|---|
| Open-die forging | Dies don't enclose the material; operator repositions billet between strikes | Large, custom, or low-volume parts where tooling cost isn't justified | Shafts, rings, discs |
| Closed-die (impression-die) forging | Billet compressed into an enclosed cavity; uses blocker-to-finisher die sequence | Complex, high-volume parts with tighter geometric requirements | Connecting rods, gears, flanges |
Regardless of method, the deformation mechanics deliver the same metallurgical benefit: metal flows to fill the die cavity, eliminating internal voids and increasing density. The grain structure is mechanically worked in the process, breaking up the original cast structure and creating directional grain flow aligned to the part geometry.
Step 4: Flash Trimming and Secondary Forming
In closed-die forging, excess material (flash) is squeezed out between die halves. This flash is removed using a trimming press to refine the external contour and reduce downstream machining requirements.
For tight-tolerance parts, a secondary forging stroke (restrike) is applied to tighten dimensional accuracy before the part cools.
Step 5: Heat Treatment, Machining, and Finishing
Post-forging heat treatment options:
| Treatment | Process | Mechanical Outcome | Best When |
|---|---|---|---|
| Normalizing | Heat above critical temp → air cool | Uniform grain structure, relieved internal stress | Consistent microstructure is needed without maximum hardness |
| Quenching & Tempering | Rapid quench → reheat to sub-critical temp | High hardness and strength with restored toughness | Maximum strength and wear resistance are required |
| Annealing | Slow furnace cool from elevated temp | Softened material, improved machinability | The forging will undergo extensive subsequent machining |
CNC machining: Hot forging achieves IT13–IT16 tolerance grades. Functional surfaces requiring precision (bearing seats, sealing areas, mating surfaces) require CNC machining to reach IT6–IT8 tolerances.
Surface finishing: Shot blasting removes scale and improves surface quality. Coating or plating provides corrosion protection. Polishing achieves cosmetic or functional surface requirements.
Key Factors That Affect Hot Forging Quality and Outcomes
Four variables most directly determine whether a forged part meets specifications or becomes scrap:
Temperature Range and Uniformity
Even small deviations from the optimal forging window cause defects. Too high causes grain coarsening; too low causes cold shuts and laps — surface discontinuities where metal fails to flow together. Furnace calibration and transfer time between furnace and die are both critical.
Extended soaking at temperature can cause grain growth even within the acceptable range, so time-at-heat is as important as the temperature itself.
Die Design and Tooling Quality
Die geometry determines material flow. Sharp corners create stress concentrations that cause forging defects, while draft angles, radii, and flash land dimensions must be engineered for each specific part. Worn or poorly maintained dies generate dimensional inconsistency across production runs.
According to Advanced Technical Products, die costs account for 10–15% of total forging production costs — which makes routine die maintenance a direct cost-control lever, not just a quality measure.
Lubrication
Die lubricants cost less than 2% of total forging costs but have an outsized effect on surface quality and die wear. A properly selected lubricant:
- Reduces friction between billet and die surface
- Promotes complete cavity fill and clean material flow
- Acts as a thermal barrier to protect tooling from heat shock
- Extends die life between maintenance cycles
Wrong lubricant selection or inconsistent application leads to sticking, incomplete fill, or surface defects. Water-based graphite lubricants are widely used but can clog spray nozzles; graphite-free synthetics perform comparably for forgings up to 12 kg with better environmental profiles.
Material Composition and Forgeability
Not all alloys respond equally to hot forging. Cast iron cannot be conventionally forged — its high carbon content (over 2%) forms brittle graphite phases that fracture under deformation. Free-machining stainless steels, high-carbon tool steels, and nickel-base superalloys require narrow temperature windows and specialized handling.
At the extreme end, tungsten and molybdenum are technically forgeable but demand conditions of 1,200–1,600°C and 1,100–1,400°C respectively, along with protective atmospheres and specialized equipment, per ASM Handbook Vol 14A.
Press Type and Force Capacity
Hydraulic presses deliver controlled, consistent force throughout the full stroke — suitable for complex geometries and deeper dies, though with slower cycle times. Mechanical presses provide maximum force at bottom dead center with faster cycles, making them the better fit for high-volume production of consistent geometry parts.
Mismatching press capability to part complexity results in underfilled sections or excessive flash.
Where Hot Forging Is Applied — and Where It Isn't the Best Fit
Primary Applications by Industry
Hot forging is the standard manufacturing method for components across several high-demand industries:
- Automotive: Crankshafts, connecting rods, steering knuckles, gear blanks, axle shafts, suspension components, transmission gears
- Aerospace: Turbine discs, landing gear components, fan blades, structural brackets — applications that use forging's controlled grain flow to achieve high strength-to-weight ratios
- Oil & gas: Valve bodies, drill collars, flanges, pump components — high-strength, corrosion-resistant parts built to API and ASTM standards for extreme pressure environments
- Industrial equipment: Axles, shafts, heavy-duty fasteners, and gears for heavy machinery, automation systems, and mechanical assemblies

Hot forging applies primarily to new component production. It's also used in MRO (maintenance, repair, and overhaul) programs where replacement parts must match the mechanical specifications of the original forged component.
For OEMs and EV supply chain teams requiring process traceability and IATF 16949 compliance, working with a certified manufacturing partner — such as those in A-SPARK Manufacturing's network — ensures the documentation and quality controls that production programs demand.
When Hot Forging Is Not the Right Choice
Hot forging is inappropriate for:
High-volume production of small, dimensionally precise components: Cold forging or CNC machining from bar stock are more cost-effective. Hot forging achieves approximately 70-90% of final shape; the remaining 10-30% requires machining.
Thin-walled sections or intricate internal geometries: Dies cannot form internal cavities or very thin sections. Investment casting or additive manufacturing are better suited.
Low-volume prototype runs (1-50 pieces): Impression-die forging tooling costs are significant and rarely cost-effective for short runs. Open-die forging offers no chargeable tooling cost for simple shapes.
Signals Hot Forging Is Being Chosen by Default
- The component could achieve required strength through cold forging at lower cost
- The part is being over-specified due to unfamiliarity with alternative processes
- Post-forging CNC machining removes significant geometry—forging establishes structural integrity, not final shape; extensive machining suggests near-net-shape casting or direct machining may be more efficient
- Production volume doesn't justify tooling investment
Common Misconceptions About Hot Forging
"Hot forging produces net-shape parts that require no further processing"
In practice, most hot-forged components require CNC machining to reach final dimensional tolerances. Hot forging typically achieves IT13–IT16 tolerance grades. Parts requiring IT6–IT8 precision need post-forging machining. Forging achieves approximately 70–90% of the final part shape, with typical machining allowances of 1.25–5 mm depending on forging type and part size. Forging establishes structural integrity, not final geometry.
A related myth concerns temperature. "Hot forging temperature is near the melting point"
Hot forging operates below the melting point — the metal is plastically deformable but still solid. The process occurs at approximately 60–70% of the metal's melting point. This is the fundamental distinction from casting and exactly why forging prevents porosity: there's no liquid-to-solid phase change, so no shrinkage voids form.
Material selection adds another layer of confusion. "Any metal can be hot forged"
Forgeability varies significantly by alloy. The following materials are not suited to conventional hot forging:
- Cast iron — brittle graphite microstructure prevents plastic deformation
- High-carbon steels above ~0.8% carbon — cracking risk increases sharply at elevated temperatures
- Refractory metals (tungsten, molybdenum) — technically forgeable under extreme conditions, but impractical for standard operations
- Brittle intermetallics (e.g., nickel aluminides) — insufficient ductility at forging temperatures
These materials require alternative manufacturing routes such as casting, powder metallurgy, or additive manufacturing.
Conclusion
Hot forging combines precise thermal control with high-pressure deformation to transform raw billets into components with refined grain structures, superior mechanical properties, and consistent structural integrity—qualities that casting or machining alone cannot replicate. A forged steel crankshaft doesn't just meet specifications; it delivers 37% higher fatigue strength and six times longer crack initiation life than its cast iron alternative.
Understanding the process at an operational level matters because selecting the right forging method, controlling critical variables, and recognizing when hot forging is not the correct choice all affect component performance, production cost, and supply chain risk. Three variables carry the most weight:
- Temperature control: A deviation of 25°F (14°C) can produce irreversible grain defects in an otherwise conforming part
- Die design: Determines whether metal flows correctly or folds into internal laps
- Press selection: Drives cycle time, dimensional consistency, and repeatability across production runs
For engineers specifying components and procurement managers qualifying suppliers, these variables are operational decisions with direct consequences—for part performance, for supplier qualification, and for what ends up in service versus a warranty claim.
Frequently Asked Questions
What is closed die forging?
Closed die (impression die) forging uses a set of dies that fully enclose the billet, forcing metal to fill a precise cavity. It produces closer dimensional tolerances and more complex geometries than open die forging and is the standard method for high-volume industrial components requiring consistent dimensional accuracy.
Why is closed die forging preferred over open die forging?
Compared to open die methods, closed die forging delivers better dimensional consistency, stricter dimensional control, and higher repeatability for complex shapes. Open die forging is more suitable for large, simple geometries or low-volume custom parts where impression die tooling cost isn't justified—typically runs under 50 pieces.
What metals cannot be forged?
Cast iron cannot be forged due to its high carbon content (over 2%) creating brittle graphite phases. Tungsten and molybdenum are forgeable at extreme temperatures (1,200-1,600°C and 1,100-1,400°C) but require specialized equipment and protective atmospheres, making them impractical for standard hot forging operations.
How hot should steel be to forge?
The typical hot forging temperature for steel is 950-1,250°C depending on alloy type—carbon steels generally fall at the lower end (950-1,100°C), while alloy steels require higher temperatures. The target temperature must exceed the recrystallization threshold (roughly 60% of absolute melting point) without reaching the solidus.
Which is better, forged or CNC?
These are complementary processes, not alternatives. Forging establishes grain structure and mechanical properties, delivering superior strength and fatigue resistance; CNC machining then achieves final dimensional tolerances. For components under cyclic loading or impact, forging is essential—where geometry matters more than grain structure, CNC from bar stock may be more cost-effective.
What is the finishing operation in forging?
Finishing operations after forging typically include flash trimming, heat treatment (normalizing, quenching and tempering, or annealing), CNC machining to final tolerances, and surface treatment such as shot blasting or coating—with the specific combination determined by the part's material, geometry, and functional requirements.


