Introduction
In 2018, an automotive supplier shipped 15,000 transmission housings to a major EV manufacturer. Within weeks, assembly lines ground to a halt. Critical mating surfaces were off by just 0.08 mm — well within standard machining tolerances, but far outside the ±0.02 mm specification required for proper thermal management and seal integrity.
The result: a full product recall, $2.3 million in direct costs, and a damaged supply relationship. For aerospace, medical, automotive, and EV applications, "close enough" isn't good enough — and that's exactly the problem CNC precision machining is built to solve.
This guide breaks down what CNC precision machining is, how it works step by step, the machine types and materials involved, key industry applications, and what separates a capable manufacturing partner from one that falls short under tight tolerances.
TLDR:
- Tolerances under ±0.05 mm — far tighter than standard CNC (±0.1–0.2 mm)
- Validated CAD/CAM programming, controlled environments, and in-process inspection are non-negotiable at this precision level
- Aerospace, medical, automotive, and EV components depend on dimensional exactness that standard machining can't reliably deliver
- Integrated die casting + CNC machining capabilities cut lead times and improve consistency across production runs
What Is CNC Precision Machining?
CNC precision machining is a subtractive, computer-controlled manufacturing process specifically designed to achieve extremely tight dimensional tolerances, typically under ±0.05 mm (±0.002 inches), that standard CNC machining cannot reliably produce. The "precision" qualifier refers not just to CNC automation itself, but to the combination of high-accuracy machines, validated tooling, controlled environments, and expert programming that together achieve this level of accuracy.
Standard vs. Precision CNC Machining
Standard CNC machining operates at tolerances of ±0.1–0.2 mm, suitable for general-purpose parts where small dimensional variation won't affect function. Precision machining, by contrast, targets ±0.005 mm (±0.0002 inches) or tighter: more than ten times stricter. Achieving this requires:
- Stricter machine calibration and environmental controls
- Slower feed rates during critical passes to minimize tool deflection
- More rigorous inspection at every stage, not just final part verification
High-precision cases push tolerances down to ±0.0005 inches depending on process and equipment, with ±0.005 inches serving as a typical baseline for precision-grade work.
The Role of CAD and CAM in Precision Machining
CAD (Computer-Aided Design) creates the 3D model with exact tolerances, geometric dimensioning and tolerancing (GD&T) per ASME Y14.5-2018 standards, and surface finish specifications. CAM (Computer-Aided Manufacturing) converts that model into G-code, the tool path instructions the CNC machine executes.
Errors introduced at the CAD/CAM stage propagate directly to the finished part. Research on dimensional and geometrical errors in CNC operations confirms that programmed path, kinematics, and system errors all directly affect finished part geometry — making programming review a non-negotiable step in any precision machining workflow.
Precision Benchmark: Human Hair Comparison
That level of programming rigor makes sense once you see the scale involved. Tolerances achievable in precision CNC machining (±0.0005 inches) are several times smaller than the width of a human hair (~0.002 inches). This is why aerospace, medical, and automotive industries depend on this process for safety-critical components — where even micron-level variation can cause catastrophic failure.
The CNC Precision Machining Process, Step by Step
Step 1 — Design and CAD Modeling
Engineers create a detailed 3D model defining all dimensions, tolerances, surface finishes, and geometric features. Design for Manufacturability (DfM) review at this stage is critical—features that are geometrically valid in CAD may be extremely difficult or costly to machine in practice.
Common DfM concerns:
- Deep narrow slots that require long, thin end mills (high risk of tool deflection)
- Very thin walls prone to distortion from cutting forces
- Internal radii smaller than available cutting tool diameters
- Undercuts requiring specialized tooling or multiple setups
A-SPARK's engineering team reviews DfM concerns at this stage—identifying features like problematic internal radii or thin walls before CAM programming begins, when changes are still low-cost.
Step 2 — CAM Programming and G-Code Generation
CAM software translates the CAD model into optimized tool paths, cutting sequences, feed rates, and spindle speeds. In precision machining, CAM simulation is used to catch potential tool interference or tolerance stack-up errors before any material is touched—reducing costly rework.
Tool path simulation verifies:
- No tool collisions with part geometry, fixtures, or workholding
- Tolerance stack-up remains within specification across multiple operations
- Appropriate cutting strategies for critical features (e.g., adaptive clearing vs. constant engagement)
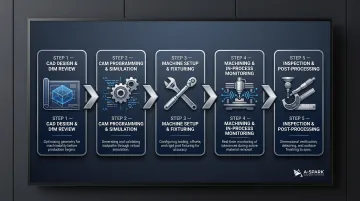
Step 3 — Machine Setup and Fixturing
Workholding (chucks, vises, custom fixtures), tool installation, and machine calibration are performed. Even minor misalignment in fixturing or tool runout will directly compromise dimensional accuracy—making setup one of the most skill-dependent phases of the process.
Best practices include:
- Verifying fixture alignment with dial indicators before production runs
- Measuring tool runout to ensure cutting edge concentricity
- Using torque wrenches for consistent workholding pressure
A-SPARK's CNC machining facility operates 15 sets of 3-, 4-, and 5-axis milling machines and 30 sets of CNC turning machines, with capabilities for tight tolerances across aluminum, brass, bronze, copper, steel, stainless steel, and plastics.
Step 4 — Machining and In-Process Monitoring
The CNC machine executes the programmed tool paths. For precision parts, machinists run test cuts, measure in-process, and fine-tune parameters before committing to full production runs.
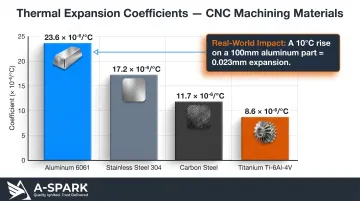
Thermal management is critical and often overlooked. Cutting generates heat that causes material expansion, shifting dimensions outside tolerance—especially across long production runs. Thermal expansion coefficients vary significantly by material:
- Aluminum 6061: ~23.6 × 10⁻⁶/°C
- Carbon steel: ~11.7 × 10⁻⁶/°C
- Stainless 304: ~17.2 × 10⁻⁶/°C
- Titanium Ti-6Al-4V: ~8.6 × 10⁻⁶/°C
A 10°C temperature rise on a 100 mm aluminum feature expands ~0.023 mm—comparable to or exceeding tight machining tolerances. Flood coolant, through-spindle coolant, and temperature-controlled environments are standard controls for keeping thermal drift within acceptable limits on tight-tolerance features.
Step 5 — Post-Processing, Finishing, and Inspection
Common post-processing steps include deburring, grinding, and polishing to refine surface roughness and final dimensions. Inspection verifies that each part meets specified tolerances using:
- CMM (Coordinate Measuring Machine) — dimensional verification against the CAD nominal
- Micrometers and gauges — direct measurement of critical features
- Surface profilometers — confirming Ra/Rz surface finish values
ISO 10360 standards define acceptance and reverification tests for CMM performance, ensuring measurement reliability. A-SPARK holds ISO 9001:2015 and IATF 16949 certifications, which mandate traceability, measurement system analysis (MSA), and PPAP documentation—requirements that directly govern how inspection data is collected and reported at this stage.
Types of CNC Precision Machines
Precision machining rarely relies on a single machine type. Complex parts often require a combination of processes, and the right choice depends on part geometry, material, and tolerance requirements.
CNC Milling Machines
CNC milling uses a rotating cutting tool moving across a stationary workpiece along multiple axes (3-axis to 5-axis). 5-axis milling is particularly important for precision machining of complex geometries—it allows the cutting tool to approach the part from virtually any angle, reducing setups and eliminating fixture-induced errors.
Typical precision milling tolerances: ±0.003–0.005 inches (±0.076–0.127 mm) for aluminum, with tighter ranges achievable through controlled processes.
CNC Turning and Lathes
CNC turning is ideal for axially symmetric parts (shafts, pins, bushings, cylinder bodies)—the workpiece rotates while a stationary cutting tool removes material. Precision CNC turning achieves tighter surface finishes than standard turning.
Surface roughness benchmarks:
- Ra 3.2 µm for general machined surfaces
- Ra 1.6 µm for precision/sealing interfaces
- Ra 0.2 µm or better, achievable with diamond-coated tooling and fine-tuned cutting parameters
Electrical Discharge Machining (EDM)
EDM is a non-contact process that erodes material through controlled electrical sparks in a dielectric fluid—no mechanical cutting force is applied. This makes EDM uniquely suited for:
- Very hard metals (titanium, tungsten, hardened tool steels)
- Intricate internal features and tight-radius corners
- Complex cavity shapes — such as injection mold cavities and turbine blade cooling channels — that rotating tools cannot access
CNC Grinding
CNC grinding is a post-machining precision process that uses abrasive wheels to remove small amounts of material, achieving the tightest surface roughness values and dimensional accuracy available in the machining sequence.
OD grinding tolerances: ±0.0005 inches (13 µm) down to ±0.00005 inches (1.3 µm), with typical surface finishes from 8–32 µin Ra (0.20–0.81 µm) and mirror finishes of 0.1–0.2 µm in specific cases.
Common applications: bearing seats, mating surfaces, and any application requiring ultra-flat finish.
5-Axis CNC Machining
5-axis machining is the most capable format for complex precision parts. It enables continuous tool movement across X, Y, Z plus two rotational axes, allowing complete part machining in fewer setups — which directly reduces accumulated positioning errors.
Widely used in:
- Aerospace structural components
- Orthopedic implants and surgical instruments
- EV motor housings and battery enclosures

Materials Used in CNC Precision Machining
Metals
Aluminum alloys:
- 6061 and 7075 for machinability and lightweight properties
- 7075-T6 machinability rated at 70% on aluminum alloy scale
- Ideal for aerospace, automotive, and EV applications
Stainless steel:
- 304 and 316 for corrosion resistance
- Common in medical devices, food processing, and marine applications
Titanium:
- Ti-6Al-4V for high strength-to-weight ratio
- Machinability rated at 22% of AISI B1112 steel baseline
- Requires carbide tooling and reduced cutting speeds
Specialty alloys:
- Inconel for high-temperature applications (turbine components, exhaust systems)
- Requires specialized tooling, reduced cutting speeds, and non-traditional coolants
Harder materials generally require carbide or diamond-coated tooling and slower feed rates — both of which affect lead time and cost.
Engineering Plastics
Where metals are too heavy, reactive, or cost-prohibitive, engineering plastics fill the gap — and they come with their own machining demands.
PEEK (Polyether Ether Ketone):
- High dimensional stability and very good machinability
- High tool infeeds and feed rates possible with optimized parameters
- Meets biocompatibility under FDA and ISO 10993 guidelines
- Continuous use up to ~250°C (480°F)
Other plastics:
- PTFE for low friction applications
- Nylon, Delrin (POM), and Polycarbonate for structural plastic components
Plastics are more sensitive to heat during machining than metals. Effective setups use adjusted speeds, sharp carbide tools (PCD for filled grades), and appropriate coolant strategies to prevent warping or dimensional drift.
Material Selection Guidance
Choosing the right material requires balancing technical requirements against production economics. Key drivers include:
- Part's functional requirements (strength, thermal stability, corrosion resistance, biocompatibility)
- Operational environment (temperature, chemical exposure, mechanical stress)
- Total cost—including material cost, machinability (affects cycle time), and required surface treatments
Key Applications and Industries
Primary Industries
Automotive and EV:
- Engine components, transmission housings, battery enclosures
- Critical safety tolerances required for thermal management
- Automotive was the largest end-user segment in 2025
Aerospace and Defense:
- Turbine blades, structural brackets, avionics housings
- Tight tolerances of ±0.005 mm or better required for flight-critical structural integrity
Medical Devices:
- Surgical instruments, orthopedic implants, catheter components
- Requires biocompatibility and dimensional exactness
Growing Sectors
Electronics and Semiconductor:
- Precision housings, connectors, heat sinks
Industrial Equipment:
- Hydraulic valve bodies, pump components
Renewable Energy:
- Precision-machined wind turbine gearbox parts, solar tracker mounts
Market Growth
According to Grand View Research's precision machining market report, the global market reached $123.54 billion in 2025 and is forecast to hit $228.75 billion by 2033 — a CAGR of 8.1%. Asia Pacific leads regional demand, holding a 43.9% share ($55.75 billion) in 2025.

Integrated Die Casting + CNC Machining
Precision CNC machining is often applied as a secondary operation on die-cast components—adding holes, mating surfaces, and tight-tolerance features that die casting alone cannot achieve. Typical die casting tolerance ranges of ±0.05–0.13 mm can be improved to ±0.01 mm or better on critical features through CNC machining.
This integrated workflow (die casting + CNC machining) enables complex, high-volume components that meet both dimensional and structural requirements for automotive and industrial applications. A-SPARK's fully in-house AL & Zinc die casting facilities — paired with CNC machining and surface treatment lines — keep this entire workflow under one roof, reducing handoffs and compressing lead times.
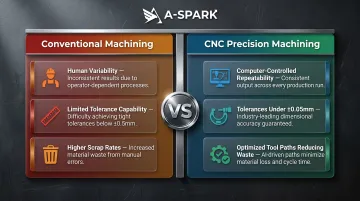
Benefits of CNC Precision Machining Over Conventional Methods
Accuracy, Repeatability, and Consistency
Because tool movement is entirely computer-controlled, the same G-code can produce identical parts across thousands of cycles with negligible part-to-part variation. Repeatability is critical for assembly-line manufacturing, where interchangeable parts must fit perfectly without adjustment.
Capability for Complex Geometries and Tight Tolerances
Conventional machining with manual tools simply cannot achieve tolerances below a certain threshold reliably—the human element introduces variability. CNC precision machining enables:
- Complex 3D geometries (undercuts, compound curves, micro-features)
- Tolerances physically impossible to hit manually
- Multi-axis contouring for aerospace brackets, medical implants, and automotive housings
Efficiency, Reduced Waste, and Scalability
Computer-optimized tool paths and automated tool changers combine to improve throughput while keeping scrap rates low. At volume, the economics shift decisively in CNC's favor:
- Lower per-part cost as setup investment is amortized across production runs
- Reduced scrap and rework from consistent, defect-minimizing tool paths
- Continuous operation with minimal downtime between jobs
How to Choose the Right CNC Precision Machining Partner
Key Technical Criteria
Verify that the manufacturer has:
- Right machine types for your part complexity - 5-axis capability for complex geometries, EDM for hard materials or intricate features
- Validated quality inspection equipment - CMM, surface profilometers
- Ability to hold specified tolerances - Ask for documented tolerance capability data and inspection reports, not just verbal assurances
Quality Certifications and Industry-Specific Experience
For automotive applications:
- Look for IATF 16949 certification—the global quality management standard for automotive supply chains
- For general manufacturing, ISO 9001:2015 is the baseline
Beyond certifications:
- Ask about the manufacturer's experience in your specific industry
- A shop that regularly machines medical implants will handle biocompatibility and traceability requirements differently from a general job shop
Integrated Capabilities and Supply Chain Advantages
A manufacturing partner that combines CNC precision machining with complementary processes—such as die casting, surface treatment, assembly, and logistics—can:
- Shorten lead times by consolidating suppliers
- Eliminate inter-supplier coordination
- Improve dimensional consistency (since parts don't change hands between casting and machining)
A-SPARK Manufacturing is one example of this model in practice. Based in Bac Ninh, Vietnam, their facility combines in-house CNC machining with AL and Zinc die casting, surface treatment lines, and assembly operations — backed by 20+ years of manufacturing experience. For global OEMs sourcing in Asia, this kind of integrated setup reduces handoff risk and keeps dimensional tolerances consistent from casting through final machining. IATF 16949 and ISO 9001:2015 certifications cover every stage of production, meeting automotive and industrial quality requirements without relying on external suppliers.
Frequently Asked Questions
What is CNC precision machining?
CNC precision machining is a computer-controlled subtractive manufacturing process designed to achieve tight tolerances (typically under ±0.05 mm), used to produce complex, high-accuracy parts across industries like automotive, aerospace, and medical.
What is the difference between CNC and precision machining?
CNC machining refers to any computer-numerically controlled machining process, while precision machining specifically refers to achieving extremely tight tolerances. The two overlap when CNC technology is used with specialized equipment, tooling, and process controls to meet precision requirements.
How precise can CNC precision machining be?
Precision CNC machining can achieve tolerances as tight as ±0.013 mm, with grinding and EDM processes pushing into sub-micron ranges. Standard precision machining typically targets ±0.05 mm — the right process depends on material, geometry, and application requirements.
What is the most precise CNC machine?
EDM and CNC grinding deliver the tightest dimensional tolerances, reaching micron-level accuracy. For most industrial applications, 5-axis CNC machining centers offer the best balance of precision and geometric complexity.
Can you CNC machine PEEK?
Yes. PEEK machines well with carbide tooling, but requires lower cutting speeds and careful coolant management due to its thermal sensitivity. It's a common material choice for implants, fluid control components, and structural parts where chemical resistance and strength matter.