
This guide provides a practical breakdown of high-precision CNC milling: achievable tolerances, the OEM versus ODM service distinction, material selection criteria, and how to evaluate manufacturing partners who combine technical capability with supply chain stability.
TLDR:
- High-precision CNC milling achieves ±0.005mm to ±0.01mm tolerances; 5-axis systems deliver five-fold better precision than 3-axis
- OEM suits finalized designs; ODM adds value during development with engineering input and DFM analysis
- Material choice impacts cycle time and tool life: titanium generates 1,300-1,400 N/mm² cutting forces vs. aluminum's 350-700 N/mm²
- IATF 16949 and ISO 9001:2015 certifications ensure batch consistency and traceability
- DFM analysis cuts lead times 25-60% and costs 15-40% when applied early
What Is High-Precision CNC Milling?
High-precision CNC milling is a computer-controlled subtractive manufacturing process in which rotating multi-edge cutting tools remove material from a workpiece according to digital design instructions (CAD/CAM files). Unlike manual machining, CNC milling achieves tight dimensional tolerances—typically ±0.005mm to ±0.01mm—and replicates complex geometries consistently across thousands of parts.
Standard Process Flow:
- CAD design and DFM analysis — Engineers review the digital model for manufacturability issues before programming
- CAM toolpath programming — Software generates G-code and M-code instructions that define tool movements, speeds, and feed rates
- Machine setup and workholding — Parts are fixtured rigidly; cutting tools are loaded and calibrated
- Multi-axis milling execution — The CNC machine executes the programmed toolpaths, removing material in controlled passes
- Post-processing and surface finishing — Deburring, surface treatments, and final inspection verify dimensional accuracy

Each step is interdependent. Inadequate workholding in step three introduces vibration that undermines the precision achieved in programming. Insufficient DFM review in step one can produce geometry requiring custom tooling, which drives up both cost and lead time.
Milling vs. Other CNC Methods
CNC milling excels at producing prismatic parts—components with flat surfaces, pockets, slots, and features spread across multiple faces. Milling uses rotating cutters to generate flat and contoured surfaces, making it ideal for brackets, housings, valve bodies, and fixtures.
When to choose milling over turning:
- Your part has irregular shapes or features on multiple faces
- Complex contoured surfaces, pockets, or slots are required
- Geometric features don't align with rotational symmetry
When turning is preferable:
- Parts are axis-symmetrical (rotational geometry like shafts, sleeves, bushings)
- High-volume production of cylindrical components is the priority
Achievable Tolerances and What Factors Influence Them
Tolerance Spectrum
| Tolerance Tier | Range | Application Context |
|---|---|---|
| Standard production | ±0.13mm (±0.005 in) | General-purpose automated CNC work |
| High-precision milling | ±0.005mm to ±0.01mm | Automotive, aerospace, medical components |
| Ultra-precision (semiconductor) | ±0.001mm or tighter | Wafer chucks, lithography system housings |
ISO 286 tolerance grades IT6–IT8 serve as the industry reference framework. For example, IT6 on a 10-18mm feature specifies 11 micrometres—a precision level critical for aerospace structural brackets and medical implant components.
5-axis CNC milling achieves ±0.005mm precision versus ±0.025mm for 3-axis setups—a five-fold improvement—while reducing setup times by approximately 60%.
Primary Factors Determining Tolerance
Four variables determine whether a part holds its specified tolerance throughout a production run:
- Machine stiffness and calibration — Thermal drift and mechanical deflection under cutting forces affect repeatability directly. Temperature-controlled facilities with calibration traceable to NIST standards are required to maintain repeatable results.
- Cutting tool quality — Carbide end mills with multi-layer coatings (TiAlN, AlCrN) stay sharp longer than uncoated tools, reducing dimensional drift mid-batch.
- Workholding rigidity — Inadequate clamping allows micro-movements during cutting. Those positioning errors accumulate across features.
- Material properties — Aluminum alloys hold tighter tolerances more easily than hardened steel or titanium; lower cutting forces mean less tool deflection and thermal expansion.
Why Multi-Axis Machining Improves Tolerance Outcomes
Moving from 3-axis to 5-axis machining tightens tolerances through three compounding advantages:
| Advantage | 3-Axis Limitation | 5-Axis Improvement |
|---|---|---|
| Setup count | 5+ re-fixturings accumulate ±0.03mm+ error | Single clamping eliminates datum transfer error |
| Tool length | Long reach tools amplify vibration and deflection | Perpendicular spindle approach uses shorter, stiffer tools |
| Complex angles | Requires custom fixtures; risks geometric drift | Compound angles programmed directly into toolpaths |
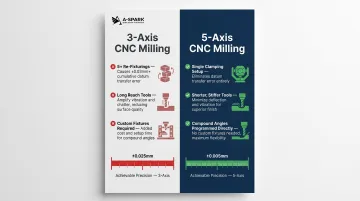
Positioning error per setup is approximately ±0.01mm. On a complex part requiring five setups, that compounds to ±0.03mm or more before a single cut is questioned—an unacceptable margin for aerospace brackets or medical implants.
Quality Assurance Methods
Tolerance claims require verification infrastructure. Certified facilities rely on four complementary methods:
- CMMs with PC-DMIS software — 3D dimensional verification against CAD models, capturing deviations across 500+ inspection points per part
- In-process probing — Tool-mounted probes measure critical features mid-cycle, catching drift before scrap occurs
- Statistical Process Control (SPC) — Real-time monitoring of dimensional trends across batches flags process shifts early
- Surface roughness measurement — Ra values verify finish quality; typical targets are 63 micro-inches on flat surfaces and 125 micro-inches on curved surfaces
Certifications Guaranteeing Tolerance Consistency
ISO 9001:2015: Establishes the quality management system framework—documented process control, corrective action procedures, and continuous improvement.
IATF 16949: Supplements ISO 9001:2015 for automotive applications, mandating five core tools: APQP (Advanced Product Quality Planning), PPAP (Production Part Approval Process), FMEA (Failure Mode and Effects Analysis), MSA (Measurement Systems Analysis), and SPC. These tools enforce dimensional repeatability across high-volume production runs and batch-to-batch consistency.
OEM vs. ODM CNC Milling Services: Choosing the Right Model
Definitions
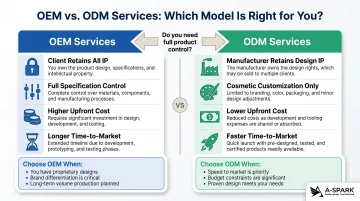
OEM (Original Equipment Manufacturer) services: The manufacturer produces parts to the client's complete design specifications, engineering drawings, and tolerance requirements. The client retains all intellectual property and design ownership. The manufacturer's role is precision execution across production runs with guaranteed quality.
ODM (Original Design Manufacturer) services: The manufacturer contributes engineering input and design support, often working from a product concept, functional brief, or preliminary sketch rather than a finished drawing. ODM suppliers retain ownership of the underlying design IP, offering the design to multiple clients with cosmetic modifications or private labeling.
Practical Decision Framework
Choose OEM when:
- Your design is finalized, with complete 2D drawings and 3D CAD models
- Tolerances are specified using GD&T callouts or ISO 2768 standards
- The priority is cost-efficient, repeatable production at volume
- You require full IP control and design exclusivity
Choose ODM when:
- You're at the concept or development stage with a functional brief but incomplete drawings
- Engineering collaboration is needed to optimize geometry for manufacturability
- Short prototyping cycles are required before committing to production tooling
- In-house engineering capacity is limited or stretched across multiple projects
| Dimension | OEM | ODM |
|---|---|---|
| Design ownership | Client retains all IP | Manufacturer retains design IP |
| Customization depth | Full control over specifications | Limited (typically cosmetic changes) |
| Upfront cost | Higher (R&D, tooling, testing) | Lower (base design already exists) |
| Time-to-market | Longer (developed from scratch) | Faster (core design exists) |
What a Strong OEM/ODM Partner Provides
Before evaluating a partner, know what to require. DFM analysis reduces lead times by 25-60% and manufacturing costs by 15-40% when applied at the quoting stage — so front-end engineering support is non-negotiable.
Look for these capabilities:
- DFM review before quoting — flags issues like tight internal radii, thin walls prone to warping, or tolerance stacks requiring secondary operations
- First Article Samples (FAS) — confirms parts meet drawing requirements before production tooling is committed
- Scalable runs from prototype to volume — pilot runs of 50-100 units that transition to thousands without re-qualification
- In-house assembly — for components that mate with castings, brackets, or gaskets, keeping handoffs internal cuts delays and third-party coordination
- Supply chain transparency — clear communication on material sourcing, lead time drivers, and capacity constraints before they become surprises
A-SPARK Manufacturing: End-to-End OEM/ODM Partner
Each of those criteria maps directly to what A-SPARK Manufacturing has built. The facility runs 15 CNC milling machines (3-, 4-, and 5-axis), 27 die casting presses (50 to 800 tons), and an in-house surface treatment line — all under one roof in Bac Ninh Province, Vietnam. ISO 9001:2015 and IATF 16949 certification governs the quality system throughout. With 20+ years of die casting and assembly operations, A-SPARK handles DFM analysis, prototype runs, and full-scale production without outsourcing critical steps.
For OEM or ODM inquiries, contact sales@a-sparkvn.com or call +8435 468 5699.
Common Materials for High-Precision CNC Milled Parts
Metals: Aluminum Alloys, Stainless Steel, Titanium
Aluminum Alloys (6061, 7075)
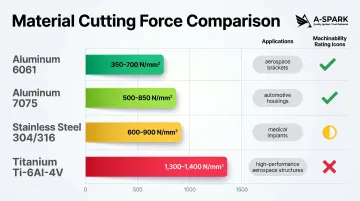
Aluminum offers excellent machinability, low cutting forces (350-700 N/mm² specific cutting force), and corrosion resistance. 6061-T6 is the workhorse for automotive brackets, electronics housings, and lighting heat sinks. 7075-T6 delivers higher strength (572 MPa tensile strength vs. 310 MPa for 6061), though its increased hardness (150 HB vs. 95 HB) reduces machinability.
Aluminum supports cutting speeds 3-5× higher than stainless steel — a compounding advantage in high-volume production.
Stainless Steel (304, 316, 17-4 PH)
Stainless steel grades are selected for strength and corrosion resistance across medical devices, oil & gas valve bodies, and marine applications. Grade 304 (170-210 HB) covers general-purpose use. Grade 316 adds molybdenum for chloride environments. 17-4 PH offers heat-treatable strength, though its work hardening tendency demands high system rigidity.
Machining stainless requires sharp carbide tooling, high-pressure coolant, and reduced cutting speeds (300-500 SFM) to control Built-Up Edge (BUE) formation.
Titanium (Ti-6Al-4V / Grade 5)
Titanium's high strength-to-weight ratio and biocompatibility make it essential for aerospace structural components and medical implants. Its low thermal conductivity concentrates heat at the cutting edge, with specific cutting forces reaching 1,300-1,400 N/mm² (roughly double stainless steel).
Managing titanium requires TiAlN or AlCrN tool coatings, high-pressure coolant, and climb milling to control chemical reactivity and extend tool life.
Engineering Plastics: PEEK, Polycarbonate, ABS
PEEK (Polyether Ether Ketone)
PEEK delivers high dimensional stability, low moisture absorption, and minimal thermal expansion. CNC milling suits PEEK well — it supports aggressive tool infeeds and feed rates that would crack brittle alternatives. Common applications include gear wheels, semiconductor components, and medical device housings.
Polycarbonate
Polycarbonate delivers impact resistance and optical clarity for lighting fixtures and device housings. Critical features hold ±0.05mm, but the material demands reduced cutting speeds and staged passes to prevent heat buildup, stress cracking, and wall deflection on sections thinner than 2mm.
ABS (Acrylonitrile Butadiene Styrene)
ABS combines dimensional stability with clean chip evacuation and low cracking risk — practical advantages for high-mix enclosure production. General tolerances hold at ±0.10mm, with critical features reaching ±0.05mm. It's the default choice when cost and machinability matter more than high-temperature resistance.
Material Selection Criteria
Match material to functional requirements:
- Strength and weight constraints (titanium for aerospace, aluminum for automotive)
- Corrosion environment (316 stainless for marine, PEEK for chemical exposure)
- Biocompatibility (Ti-6Al-4V or PEEK for implantable medical devices)
Factor in machinability when tolerances and volumes scale: Tighter tolerances on hard materials (hardened steel, titanium) drive up cycle time and tooling costs. Aluminum's speed advantage becomes significant at volume — a difference that compounds across thousands of parts.
Verify material traceability for regulated industries: Mill certifications, heat lot traceability, and mechanical property verification are mandatory for aerospace (AS9100), medical (ISO 13485), and automotive (IATF 16949) applications.
Industries That Rely on Precision CNC Milled Parts
Aerospace and Defense
Turbine blades, structural brackets, and flight control components demand tight GD&T tolerances and full material traceability. 5-axis CNC milling delivers 92% first-pass yield on turbine blades—a 35% improvement over 3-axis processes. AS9100 Rev D certification extends ISO 9001 with aerospace-specific requirements for configuration control and risk management.

Medical Devices
Surgical instruments, spinal implants, and diagnostic equipment housings require biocompatible materials, cleanroom handling, and chain-of-custody traceability.
ISO 13485 compliance means suppliers must meet:
- Risk management throughout product realization
- IQ/OQ/PQ validation protocols for CNC machining processes
- Full documentation linking raw material lot to finished component via DMR and DHR
Automotive and Electric Vehicles
Motor housings, battery tray structures, inverter enclosures, and thermal management plates require IATF 16949-certified production.
IATF 16949 supplements ISO 9001:2015 with mandatory APQP, PPAP, SPC, MSA, and FMEA core tools — emphasizing defect prevention, variation reduction, and waste elimination across high-volume production runs.
Industrial Equipment, Oil & Gas, and Renewable Energy
- Industrial equipment: Precision fixtures, actuator bodies, and hydraulic valve components require batch consistency and dimensional repeatability to ensure interchangeability across production lots.
- Oil and gas: Drill components, valve bodies, and pipeline fittings demand high-strength alloys and corrosion resistance to withstand extreme operating environments.
- Renewable energy: Solar panel mounting brackets and wind turbine structural components benefit from aluminum's corrosion resistance and machinability, enabling cost-effective production at scale.
Electronics, Lighting, and Robotics
Each application in this group has a distinct but related precision demand:
- Electronics: CNC milled heat sinks and enclosures manage thermal dissipation in tight form factors.
- Lighting: Precision LED fixtures require close tolerances for consistent optical alignment.
- Robotics: Actuator and sensor mounts depend on geometric accuracy to maintain repeatable positioning.
How to Evaluate and Choose a CNC Milling Partner
Technical Capability: Necessary but Not Sufficient
Multi-axis CNC machining capability: Verify that the partner operates 3-axis, 4-axis, and 5-axis equipment appropriate to your geometry. Parts with compound angles, deep pockets, or features on five sides require 5-axis to avoid cumulative datum transfer error.
Inspection infrastructure: CMM with PC-DMIS or equivalent software, in-process probing, SPC monitoring, and surface roughness testers are baseline requirements. Measurement equipment should be 10× more accurate than part tolerance (10:1 ratio); calibration must be traceable to NIST.
Relevant certifications:
- ISO 9001:2015 — baseline quality management system for documented process control
- IATF 16949 — automotive-specific QMS with APQP, PPAP, SPC, MSA, and FMEA
- ISO 13485 — medical device quality management with risk management and traceability
Engineering Collaboration: The Partner That Questions Saves You Money
A strong partner reviews your drawings for DFM issues before quoting:
- Internal corner radii too tight for standard end mills (minimum 0.030 in / 0.76mm recommended)
- Tolerance stacks requiring secondary operations or custom tooling
- Material selection mismatches (specifying titanium where aluminum meets functional requirements)
Warning sign: A partner that only executes without questioning is a risk. Silent acceptance of problematic drawings leads to mid-project change orders, scrap, and missed delivery dates.
Supply Chain Stability and Regional Advantages
Two factors separate resilient partners from fragile ones:
- Multi-region raw material sourcing — Single-supplier dependence is a schedule risk. Confirm the partner can source from backup regions when primary supply is disrupted.
- Regional logistics advantages — For global OEMs, Vietnam-based manufacturers offer cost efficiency without quality trade-offs when IATF 16949 and ISO 9001:2015 certifications are in place. Vietnam's expanding certification base, combined with CPTPP and EVFTA trade agreements, delivers tariff advantages that China-based supply chains no longer provide.
What a Well-Structured RFQ Should Include
A complete RFQ reduces quoting errors, speeds supplier response, and protects you from mid-project surprises. Include the following:
| RFQ Element | What to Specify |
|---|---|
| 3D CAD + 2D drawing | STEP file with a dimensioned 2D drawing under revision control — both must agree |
| Critical tolerances & GD&T | Flag only the features controlling fit, function, or assembly; blanket tolerances inflate cost |
| Material grade | Full alloy designation (6061-T6, not "aluminum"; 316L, not "stainless steel") |
| Surface finish | Ra values for functional surfaces only (sealing faces, bearing interfaces); tighter-than-needed finish adds cost |
| Quantity & batch type | First Article Sample, pilot run (50–100 units), or production volume — pricing structures differ |
| Post-processing & documentation | List secondary ops (anodizing, heat treating) and any PPAP, FAI, or material cert requirements upfront |

With a structured RFQ in hand, the next step is finding a partner equipped to act on it.
A-SPARK Manufacturing: ISO-Certified Partner for Global OEMs
A-SPARK Manufacturing operates ISO 9001:2015 and IATF 16949-certified facilities in Bac Ninh Province, Vietnam, backed by an extensive network of IATF-certified manufacturing partners across the country.
In-house capabilities include CNC machining (3-, 4-, and 5-axis), die casting (27 presses, 50–800 tons), surface treatment, and assembly operations. The engineering team brings over a decade of global and local metal sourcing experience, with DFM analysis, rapid prototyping, and scalable production runs available from a single point of contact.
Contact: sales@a-sparkvn.com | +8435 468 5699
Frequently Asked Questions
What is high precision CNC machining?
High-precision CNC machining is a computer-controlled subtractive manufacturing process achieving dimensional tolerances typically in the ±0.001mm to ±0.01mm range. It's used in aerospace, medical devices, and automotive applications where part accuracy directly affects safety, performance, and regulatory compliance.
What is the standard tolerance for CNC machining?
General-purpose CNC machining holds ±0.1mm; high-precision CNC milling achieves ±0.005mm to ±0.01mm; ultra-precision conditions (semiconductor, optics) can reach ±0.001mm or tighter, depending on machine calibration, material properties, and temperature-controlled environments.
Which CNC machine is best suited for high precision aerospace components?
5-axis CNC machining centers are best suited for aerospace components due to their ability to machine complex geometries in fewer setups, minimizing datum transfer error and achieving the tight GD&T tolerances required by AS9100 aerospace standards.
What is the difference between OEM and ODM CNC milling services?
OEM manufacturing means the supplier produces parts to the client's complete design and specifications; the client retains IP. ODM means the manufacturer contributes design and engineering input, often retaining design IP. ODM is most valuable during the development phase; OEM suits production-ready designs.
What materials are commonly used for high-precision CNC milled parts?
Common choices include:
- Metals: Aluminum alloys (6061, 7075), stainless steel (304, 316, 17-4 PH), titanium (Ti-6Al-4V)
- Engineering plastics: PEEK, polycarbonate
Selection depends on functional requirements (strength, corrosion resistance, biocompatibility), machinability, and industry compliance.
How do I choose the right CNC milling partner for my project?
Key criteria to evaluate:
- Multi-axis capability (3-, 4-, 5-axis)
- Relevant certifications (ISO 9001:2015, IATF 16949, ISO 13485)
- Inspection infrastructure (CMM, SPC)
- DFM engineering support and supply chain stability
Prioritize partners with documented experience in your specific industry and tolerance range. A-SPARK, for example, holds ISO 9001:2015 and IATF 16949 certification and provides DFM analysis as part of its standard CNC machining process.


