Introduction
Engineers and procurement teams often conflate two-shot molding and overmolding—both advanced injection molding techniques capable of producing complex, multi-material parts—but the confusion comes at a steep price. According to data from Plastic Components Inc., injection molding tool revisions often exceed $25,000 per modification, with one heavy equipment manufacturer suffering a six-week delay from a single design conflict caught after tooling was committed.
The choice between the two processes directly affects upfront tooling investment, per-unit cost, material bond quality, and scalability. Most rework traces back to one root cause: selecting the wrong process before understanding the trade-offs.
That decision is best made at the design stage, where course corrections cost almost nothing. Once production tooling is ordered, the cost of being wrong climbs fast.
This guide covers how each process works, where each performs best, and the decision criteria that matter most for automotive, medical, industrial, and electronics programs.
Key Takeaways
- Two-shot molding runs both materials in one continuous machine cycle; overmolding uses separate steps on standard equipment
- High-volume programs (500,000+ parts) favor two-shot molding; overmolding is better suited for low-to-medium volumes and prototypes
- Two-shot carries higher upfront tooling costs but delivers lower per-part cost at scale; overmolding has a lower entry cost but higher per-part cost as volume grows
- Material bond strength is more consistent with two-shot molding; overmolding accepts a wider range of material combinations
- Both processes reduce assembly steps and improve part functionality — match the process to your volume and tooling budget
Two-Shot Molding vs. Overmolding: Quick Comparison
Use this table to match each process to your program's volume, budget, and design requirements at a glance.
| Criterion | Two-Shot Molding | Overmolding |
|---|---|---|
| Equipment Required | Specialized dual-injection machine with rotary platen or movable core; higher tooling complexity | Standard injection molding machines; second material shot in a separate mold or cavity |
| Production Volume Fit | Optimized for 500,000+ parts per program | Better suited for programs under 50,000–100,000 parts |
| Cost Structure | Higher upfront tooling investment; lower per-unit cost at scale | Lower upfront tooling cost; higher per-part cost at volume |
| Material Bonding | Chemical bonding between compatible materials (e.g., ABS + TPE, PC + TPU); requires matched melt temperatures | Chemical and mechanical bonding; supports wider pairings, including plastic-over-metal |
| Design Complexity | Tighter tolerances; stronger integration for geometrically complex, embedded multi-material features | More flexible material combinations; best for surface-layer additions like soft-touch grips or seals |
What is Two-Shot Molding?
Two-shot molding (also called 2K molding, dual-shot, or multi-shot molding) is a process where two different materials or colors are injected sequentially into the same mold within a single machine cycle, producing a fully integrated multi-material part without post-molding assembly.
How the Process Works
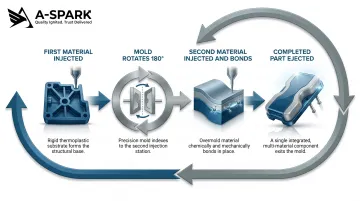
The step-by-step sequence:
- First material is injected to form the rigid substrate
- The mold rotates 180° (rotary platen) or the core shifts (movable core method)
- Second material is injected and chemically bonds to the first layer
- The completed part is ejected, completing one continuous automated cycle
Each injection unit controls pressure, speed, and temperature independently, ensuring precise material flow and bond formation.
Process Variations
According to Plastics Technology's tooling expert Randy Kerkstra, the most common process variants include:
- Rotary platen (most common): Vertical platen rotates 180° on a horizontal axis, moving first-shot cores into alignment with second-shot cavity steel—holds approximately 60% of market share
- Movable core/core-back: Internal cores or slides retract after first shot to create second-shot cavity; no rotary platen required
- Index plate technology: Rising as a lower-cost alternative; preform is pushed out, rotated, and placed on another mold core for overmolding
- Cube mold/spin stack: Center stack with 2-4 faces rotates on vertical axis; most complex and costly version
Critical Mold Design Elements
Two-shot molds require two specialized features:
Crush: A raised area of cavity steel (typically 0.003–0.005 inches) that presses into the first-shot plastic to prevent second-shot material from flashing onto the first shot.
Support: The first-shot part must be supported in the second-shot cavities to prevent thousands of pounds of cavity pressure from deforming or compressing the first-shot material. Ribs or undercuts often hold the first shot in place.
Material Requirements
Materials must have compatible melting temperatures, adhesion properties, and chemical affinity. Common pairings include:
- ABS or polycarbonate (PC) as rigid substrate + TPE or TPU as flexible second shot
- PP/SEBS combinations
- Same-material, different-color combinations
Teknor Apex defines excellent TPE-to-substrate adhesion as greater than 15 lbf/in per ASTM D6862 (90-degree peel test); poor adhesion falls at 10 lbf/in and under. Adhesion depends on chemical compatibility, melt temperature, injection speed, and holding pressure. Contaminants like moisture or mold release agents degrade bond quality.
Use Cases of Two-Shot Molding
Two-shot molding dominates in high-volume industries requiring consistent part-to-part quality, tight tolerances, and fully automated cycles:
- Automotive: Headlight lenses, airbag covers, door seals, HVAC components, and rain/light sensors (LSR onto PBT frames for windscreens)
- Medical devices: Ergonomic surgical tool handles, diagnostic device housings, and robotic surgery instruments where bond consistency is critical
- Consumer electronics: Device casings, remote controls, and wearable enclosures with seamless multi-color designs
According to Transparency Market Research, over 50% of handheld consumer electronics and 30–40% of automotive interior designs now use multi-material molded parts. The global 2-shot injection molding market reached $11.0 billion in 2025 and is projected to reach $19.0 billion by 2036, at a 5.0% CAGR. That growth reflects how central process selection has become to product design decisions across these industries.

What is Overmolding?
Overmolding is a sequential injection molding process where a pre-molded substrate (typically a rigid plastic or metal part) is placed into a second mold cavity, and a second material—often softer or more flexible—is injected over it, bonding to the substrate either chemically or mechanically.
How the Process Works
The step-by-step sequence:
- Substrate is molded using a standard injection machine
- It is transferred (manually or via robot) to the overmold cavity
- Second material is injected and bonds to the exposed substrate surfaces
- The completed part cools and is ejected (cycle times typically run 30–60 seconds, though careful substrate handling is required to prevent contamination or misalignment)
Bonding Mechanisms
Overmolding supports two bonding methods:
- Chemical/Thermal Fusion — materials fuse without adhesives when compatible, such as a PP substrate with an SEBS overmold
- Mechanical Interlocking — used when chemical bonding isn't possible; design features like holes, undercuts, or textured surfaces physically lock the overmold in place
Material Flexibility
Because bonding can be mechanical as well as chemical, overmolding supports a broader range of material pairings. Metal substrates can accept virtually any plastic overmold. For plastic-on-plastic combinations, thermoplastic compatibility must still be evaluated to avoid delamination, but the mechanical bonding option expands design possibilities.
Use Cases of Overmolding
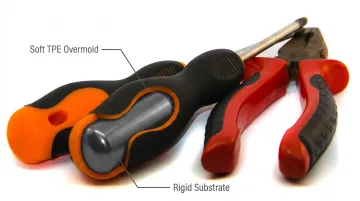
Overmolding is the dominant choice in industries requiring ergonomic, non-slip, or protective surface layers:
- Consumer products — toothbrushes, hand tools, scissors, and kitchen utensils where soft-touch grips improve user experience
- Medical equipment — surgical instrument handles and device grips requiring non-slip surfaces
- Sporting goods — bicycle grips and protective gear with comfort-focused layering
- Automotive trim — Plastics Technology documented a GM full-sized truck program where stamped metal elements and steel reinforcements were overmolded with TPV seals, delivered by a six-axis robot with electromagnets
- Industrial housings — rigid equipment enclosures with ergonomic or protective outer layers
Overmolding has a structural advantage over two-shot in programs with lower volumes, parts requiring a wider range of material combinations, or design iterations still in development that aren't ready for the capital commitment of a two-shot tool.
Two-Shot Molding vs. Overmolding: Which Process is Right for You?
Production Volume: The Primary Decision Driver
Research from Fictiv cites the industry-referenced threshold: two-shot molding is recommended for programs requiring 500,000+ parts; overmolding suits runs of "a few thousand to tens of thousands." This threshold exists because two-shot molding requires higher upfront investment—specialized machines with dual injection units, rotary platens or movable core systems, and more complex tooling with two runner systems and two ejector plates. Amortizing that investment requires sufficient part volume.
That investment pays back through efficiency. According to Transparency Market Research, 2-shot molding reduces production time by 20–35% and labor costs by 15–25%, with 10–20% lower defect rates. These gains drive down per-part cost at scale, but only after you absorb the upfront tooling premium.
Overmolding's lower entry cost becomes a liability at high volume. Tooling may range from $5,000–$25,000, but multi-step processing, manual substrate transfer, and longer cycle times push per-part costs up as volume grows.
Design-Driven Cases Where Volume Isn't the Deciding Factor
Some part geometries can only be achieved through two-shot molding:
- Internal material integration with no visible seam lines
- Embedded color boundaries requiring precise material control
- Airtight seals and gaskets formed directly in the molding process
- Complex geometries requiring superior tolerances and alignment
Other geometries are inherently suited to overmolding:
- Full-surface grip wraps over rigid housings
- Exposed substrate geometry that must remain unbonded on certain faces
- Metal-to-plastic combinations requiring mechanical interlocking
- Parts requiring dissimilar materials with incompatible melting temperatures
Equipment Flexibility Trade-Off
Plastics Technology reports that dedicated two-shot machines carry higher investment costs and are "very custom," making them less versatile. Auxiliary injection units (such as e-Multi systems) offer lower risk because they can be moved between machines or resold if the program ends. For programs with uncertain volume forecasts or short product lifecycles, auxiliary units reduce stranded-asset risk. For stable, high-volume programs, dedicated two-shot equipment delivers superior throughput and tolerances.
Decision Guide
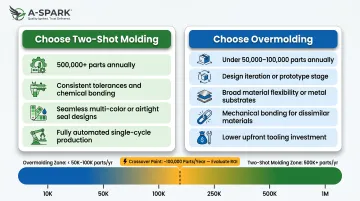
Choose two-shot molding if:
- Your program requires 500,000+ parts annually
- Consistent tolerances and a chemically bonded multi-material structure are required
- You require seamless multi-color designs or airtight seals
- Fully automated, single-cycle production with minimal labor is a priority
Choose overmolding if:
- Your program is under 50,000–100,000 parts annually
- You're still in design iteration or prototype stage
- Broad material flexibility or metal substrates are part of the design
- You require mechanical bonding for dissimilar materials
- You need lower upfront tooling investment
A-SPARK's Engineering Support
A-SPARK's engineering team provides DFM analysis and process selection support, helping clients evaluate tooling implications and material compatibility before committing to production tooling. This early-stage review reduces costly redesigns downstream.
With IATF 16949 certification, press sizes from 50 to 1,000+ tons, and an in-house tooling workshop covering both overmolding and 2-shot molding, A-SPARK supports automotive, industrial, and electronics OEMs in shortening development cycles and maintaining consistent part quality at scale.
Conclusion
Neither two-shot molding nor overmolding is universally superior. The right choice depends on production volume, part complexity, material requirements, and budget. Two-shot molding excels at scale and precision, delivering lower per-part cost and tighter tolerances for high-volume programs. Overmolding offers flexibility and lower upfront investment for lower volumes and broader material compatibility.
Process selection carries real downstream consequences for tooling cost, production efficiency, and part quality. A manufacturing partner with hands-on DFM experience, material knowledge, and stable supply chains can prevent costly tooling rework and shorten time to production — A-SPARK supports automotive, medical, and industrial programs across all these dimensions.
For technical guidance on your specific program, contact A-SPARK at sales@a-sparkvn.com or +8435 468 5699.
Frequently Asked Questions
What is two-shot injection molding?
Two-shot injection molding is a process that combines two materials or colors into a single part within one automated machine cycle, using a specialized dual-injection machine with a rotary or shifting mold—eliminating post-molding assembly steps.
How does two-shot injection molding work?
The first material forms the rigid substrate. The mold then rotates or shifts, the second material is injected and chemically bonds to the first layer, and the completed part is ejected. The entire sequence runs in one continuous cycle lasting seconds.
Is two-shot injection molding better than overmolding?
Neither is universally better. Two-shot is the stronger choice for high-volume production (500,000+ parts) where tight tolerances and durable chemical bonds are non-negotiable. Overmolding fits lower volumes, wider material choices, and projects where upfront tooling investment needs to stay manageable.
What is 2K and 3K molding?
2K molding refers to two-component (two-shot) injection molding using two materials in one cycle. 3K extends this to three materials or colors in a single part, requiring additional injection units and greater mold complexity—used in highly specialized automotive and electronics applications.
How many times can an injection mold be used?
Mold lifespan depends on material and complexity. Steel molds typically last 500,000–1,000,000+ cycles; aluminum molds 10,000–100,000 cycles. Two-shot molds require more rigorous maintenance given their added complexity — rotary platens and dual runner systems need closer monitoring to hold accuracy at scale.
What materials are commonly used in two-shot molding and overmolding?
Common pairings include ABS or polycarbonate as the rigid substrate with TPE or TPU as the flexible second shot. Overmolding uses similar base materials but also supports softer additions like silicone or soft PVC, and accommodates metal substrates where mechanical bonding is required.