Turning Vs. Milling: What's the Difference for Precision Machining?
[No content provided — section body is empty. Revision cannot be performed. Please supply the written section content and resubmit.]
Introduction
Engineers and procurement teams face a critical decision when specifying precision machined components: whether to use CNC turning or CNC milling. Choose the wrong process, and you'll face inflated costs, extended lead times, and quality issues that ripple through your entire production schedule.
Part geometry, production volume, tolerance requirements, and assembly fit all hinge on selecting the right machining process from the outset. A cylindrical shaft with concentric features demands turning. A complex housing with bolt patterns requires milling. Many components, in practice, need both.
What follows breaks down both processes, compares their capabilities side-by-side, and gives you a practical framework for specifying the right one — before your design goes to quote.
Key Takeaways
- Turning rotates the workpiece against a stationary tool, making it the go-to process for cylindrical and symmetric parts
- Milling moves a rotating multi-axis tool across a fixed workpiece, suited for complex geometries and flat surfaces
- Turning is faster and more cost-effective for round profiles; milling delivers greater geometric flexibility
- The right process depends on part geometry, tolerances, production volume, and required features
- Many production runs use both in sequence: turning builds the base geometry, milling adds secondary features
Turning vs. Milling: Quick Comparison
Process Mechanism
CNC Turning: The workpiece is chucked onto a lathe and rotated at high speed while a stationary (or linearly moving) cutting tool shapes the material by contacting the spinning surface. Material removal occurs radially as the tool moves along the X and Z axes.
CNC Milling: The workpiece is fixtured and held stationary while a rotating multi-axis cutting tool (end mill, face mill, or specialized cutter) moves across the surface to remove material. The tool approaches the part from multiple directions to create complex features.
Ideal Part Geometry
CNC Turning: Perfect for rotationally symmetrical parts including cylinders, cones, tapers, threads, and bores. Any feature created is inherently concentric around the spindle axis.
CNC Milling: Designed for prismatic or complex 3D shapes—flat surfaces, slots, pockets, angled features, and irregular contours that cannot be produced through rotation alone.
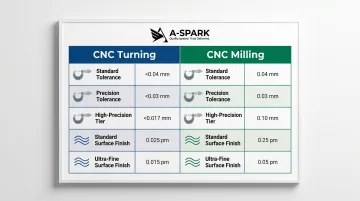
Typical Tolerance Range & Surface Finish
| Metric | CNC Turning | CNC Milling |
|---|---|---|
| Standard tolerance | ±0.005" (0.127 mm) | ±0.002" (0.05 mm) |
| Precision tolerance | ±0.001" (0.025 mm) | ±0.001" (0.025 mm) |
| High-precision tier | ±0.0002" (0.005 mm) — Swiss turning | Below 3 µm form/positional — 5-axis |
| Standard surface finish | Ra 3.2 µm | Ra 3.2 µm |
| Ultra-fine surface finish | Ra 0.4 µm | Ra 0.4 µm |
Advanced turning centers with integral spindle/motor designs achieve below Ra 0.5 µm, compared to 1.5–2.0 µm for belt-driven equivalents. On the milling side, 5-axis configurations reach comparable ultra-fine finishes through fewer setups and optimized tool angles.
Production Speed & Cost
CNC Turning delivers faster cycle times for cylindrical parts—approximately 40% more efficient than milling for shaft parts with length-to-diameter ratios above 2. Simpler toolpaths and shorter setup sequences drive lower per-part costs at volume.
CNC Milling requires longer cycle times for complex parts due to multi-axis toolpath programming. The higher per-part cost reflects geometric flexibility: 5-axis machines cut cycle time by 30% versus 3-axis equivalents, though they carry a significant capital cost of $250,000–$400,000 per unit.
Axis Complexity & Programming
CNC Turning: Typically operates on 2 axes (X and Z). Advanced turn-mill machines add Y-axis capability and live tooling for secondary features without re-fixturing. G-code programs for 2-axis turning typically take 30–60% less time to generate than equivalent milling toolpaths.
CNC Milling: Minimum 3-axis operation for basic prismatic parts. 5-axis mills add rotational freedom for undercuts and compound angles, but require complex CAM programming. Over 12,000 5-axis units were installed globally in 2023, marking 22% year-on-year growth.
What is CNC Turning?
CNC turning is a subtractive machining process where the raw workpiece is mounted in a chuck on a CNC lathe and rotated at high RPM while a precisely positioned cutting tool moves linearly to remove material from the outer (or inner) diameter—producing axially symmetrical components.
The mechanical principle makes turning uniquely suited for symmetrical parts: the rotational axis of the workpiece defines the geometry of the finished part, so any feature created is inherently concentric. This is critical for parts that must spin, seal, or mate with bearings or housings.
Key turning configurations:
- Standard 2-axis CNC lathe (X and Z) for basic cylindrical parts
- CNC turning with live tooling for milling secondary features without re-fixturing
- Swiss-type sliding headstock turning for long, slender, high-precision parts
- Turn-mill machines combining both processes on one platform
Operational benefits:
- High material removal rates on round stock reduce cycle time
- Minimal fixturing needed for simple cylindrical parts lowers setup cost
- Consistent concentricity and roundness reduce assembly reject rates
- Single-setup production minimizes cumulative tolerance stack-up
Turning works efficiently across aluminum, steel, stainless steel, brass, copper, and titanium. That material versatility extends its reach across industries — approximately 40% of the automotive machining market is dedicated to turning operations, driven by high-volume production of rotational drivetrain components.
Use Cases of CNC Turning
Typical manufacturing contexts:
- Shafts and spindles
- Pins, bolts, and bushings
- Valve stems and hydraulic fittings
- Threaded connectors
- Any component requiring concentricity to function correctly
Industries where turning dominates:
- Automotive: transmission shafts, steering components, axle parts
- Oil & gas: pipe fittings, valve bodies, downhole tool components
- Plumbing: connectors, fittings, valve stems
- Medical: bone screws, implant stems, surgical instrument shafts
- Electronics: connector pins, standoffs, threaded terminals
Integration with post-casting workflows: Aluminum and zinc die cast components often require secondary CNC turning to achieve final dimensional tolerances on bore diameters, shaft features, or sealing surfaces.
A-SPARK's in-house CNC machining facility — with 30 sets of CNC turning machines and 50mm diameter capability — executes these operations as part of its end-to-end die casting and finishing line, maintaining IATF 16949:2016 automotive quality standards throughout.

What is CNC Milling?
CNC milling is a subtractive machining process where the workpiece is clamped to a machine bed and held stationary while a rotating cutting tool (attached to a motorized spindle) moves along multiple programmed axes to remove material and create the desired geometry—including flat faces, slots, pockets, contours, and complex 3D surfaces.
Milling excels at geometric complexity because the cutting tool—not the workpiece—provides the motion. Milling machines can approach the part from virtually any angle, especially on 4- and 5-axis machines, enabling features impossible to produce by rotation alone: off-axis holes, undercuts, and compound-angle surfaces.
Key milling configurations:
- 3-axis milling: For flat and prismatic parts with features accessible from one direction
- 4-axis milling: Adds indexing around one rotational axis for cylindrical features on prismatic parts
- 5-axis simultaneous milling: For complex aerospace and automotive geometries requiring continuous multi-directional cutting
Each additional axis increases capability but also programming complexity and setup cost. DMG Mori data shows that 5-axis machining centers deliver 25% higher process accuracy, 30% shorter cycle times, and 60% fewer setups compared to 3-axis equivalents.
Operational benefits:
- Ability to machine multiple feature types in one setup reduces handling and re-fixturing errors
- High flexibility allows prototyping to production-scale runs with the same tooling
- Tight tolerances achievable on flat datums and hole patterns
- 5-axis configurations enable access to complex geometries without part repositioning
Milling is effective on aluminum alloys, steels, titanium, and engineering plastics. Standard as-machined surface finish is Ra 3.2 µm, with finishing passes achieving Ra 1.6, 0.8, and 0.4 µm progressively. Over 1.15 million CNC milling machines were operational worldwide in 2023.
Use Cases of CNC Milling
Manufacturing contexts where milling is primary:
- Enclosures and housings
- Engine blocks and manifolds
- Bracket assemblies and structural frames
- Mold cavities and tooling plates
- Heat sinks and thermal management components
- Precision fixture plates
Industries where milling dominates:
- Aerospace: Structural panels, turbine housings, landing gear components
- Automotive/EV: Battery housings, motor mounts, transmission cases
- Industrial equipment: Machine frames, fixture plates, valve bodies
- Medical devices: Implant profiles, surgical instrument bodies, orthopedic plates
Milling also plays a critical role as a secondary operation on cast and forged parts. Die cast aluminum housings, for example, commonly require milled datums, bolt patterns, and precision bores to meet assembly fit requirements. A-SPARK integrates this step directly into its CNC machining workflow, operating 15 sets of 3-, 4-, and 5-axis milling machines to bring cast parts to final engineering specification with tight tolerances.

Turning vs. Milling: Which is Right for Your Part?
Neither turning nor milling is universally superior—the optimal choice is determined by part geometry, required tolerances, production volume, and the features that need to be generated. Start by evaluating the part's dominant geometry before considering any other factor.
Geometry-First Decision Guide
If the part is cylindrical, concentric, or rotationally symmetric (shaft, pin, bushing, fitting) → default to turning
If the part has flat faces, irregular profiles, internal pockets, or compound angles → default to milling
If the part has both types of features → consider turn-mill machines or a sequential turning-then-milling workflow
Lot Size and Economics
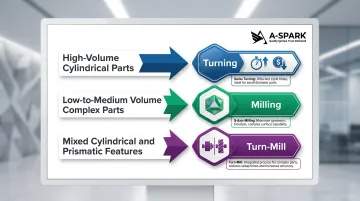
Production volume shapes the economics more than almost any other variable. PMPA notes that high volumes justify complex multi-spindle turning setups with longer setup times but lower per-part cycle times.
- High-volume cylindrical parts (thousands of identical fittings): turning wins on cycle time and setup simplicity
- Low-to-medium volume complex parts: milling is preferred even at higher per-part cost, since setup amortizes over fewer pieces
- Swiss turning machines: cost more than 2x a standard CNC lathe but save approximately 30 seconds per part versus conventional lathes with manual secondary operations — viable at moderate-to-high volumes for small-diameter precision parts
- 5-axis milling centers: priced at $250,000–$400,000, requiring meaningful production volume to justify the investment
Tolerance and Surface Finish Requirements
Tolerance requirements often confirm what geometry already suggests, but a few distinctions are worth knowing before finalizing your process selection.
For parts requiring extreme concentricity or roundness (bearing seats, sealing surfaces), turning's single-setup rotational precision has a natural advantage. Swiss-type CNC turning routinely achieves ±0.0002" (5 µm) on diameters.
For parts requiring tight positional tolerances on hole patterns or flat datums, precision milling with CMM verification is preferred. 5-axis milling can achieve form and positional tolerances below 3 µm in a single clamping.
Surface finish is a process refinement decision, not a process selection one. Both turning and milling reach the same Ra tiers (3.2, 1.6, 0.8, 0.4 µm) through feed rate adjustment, tool geometry, and finishing passes.
Clear Situational Recommendations
Choose turning if:
- Part geometry is cylindrical or symmetrical
- Volume is high (hundreds to thousands of parts)
- Cycle time and cost efficiency are primary drivers
- Features are limited to the X/Z axes
Choose milling if:
- Part has complex or non-symmetrical features
- Multiple face operations are required
- Low-to-medium volumes justify higher per-part cost
- 3D contouring or undercuts are necessary
Consider turn-mill if:
- The part has both cylindrical and prismatic features
- Reducing setups is a priority for quality and lead time
- Approximately 60% of turned parts require subsequent machining operations such as slots, grooves, or bolt holes
Conclusion
Turning and milling are not competing technologies but complementary ones. The most efficient precision manufacturing workflows routinely use both in sequence, matching each process to the geometry, tolerances, and volume demands of the part. What separates good outcomes from costly rework is working with an engineering team that can evaluate those requirements early and select or combine processes accordingly.
For global OEMs and industrial manufacturers, specifying the right process at the design stage reduces rework, controls unit cost, and shortens time-to-market.
A-SPARK's engineering team supports these decisions through integrated in-house CNC machining — 30 turning machines and 15 milling machines (3-, 4-, and 5-axis) — alongside die casting and assembly capabilities at our Bac Ninh facility in Vietnam, all under ISO 9001:2015 and IATF 16949 certification.
Contact our technical team at sales@a-sparkvn.com or +8435 468 5699 for a design analysis or manufacturing consultation.
Frequently Asked Questions
Can one CNC machine do both turning and milling?
Yes. Turn-mill (or mill-turn) machines combine both capabilities on a single platform using live tooling and a Y-axis, allowing complex parts with both cylindrical and prismatic features to be completed in one setup, reducing handling and improving accuracy.
Which process is faster — CNC turning or CNC milling?
Turning is generally faster for cylindrical parts due to simpler toolpaths and fewer setups, while milling takes longer for complex geometries but is the only practical option for non-symmetrical features. The right choice depends entirely on part geometry.
What tolerances can CNC turning and milling achieve?
Standard CNC machining achieves ±0.005" (0.127 mm), premium precision reaches ±0.001" (0.025 mm), and Swiss turning routinely holds ±0.0002" (5 µm). 5-axis CNC milling achieves form and positional tolerances below 3 µm for single-clamping operations.
Which process is better for aluminum die cast parts?
Die cast aluminum parts most often require milling for flat datum surfaces, bolt hole patterns, and pockets, and turning for concentric bores or cylindrical connector features.
What is the main difference in programming complexity between turning and milling?
CNC turning programs (G-code for X/Z axes) are simpler and faster to generate, while multi-axis CNC milling requires more complex CAM toolpath programming, especially for 5-axis operations. This complexity contributes to higher setup costs for milled parts.
When should I specify turning vs. milling during the design stage?
Consider part geometry first: design cylindrical, shaft-like, or threaded features with turning in mind (keeping them concentric and symmetric), and reserve milling for complex surfaces and pockets. Consult a machining partner early in the design phase to optimize for the chosen process and reduce downstream cost.


