
Introduction
Aluminum extrusion runs through nearly every major industry — automotive structures, building systems, electronics enclosures, energy infrastructure. Yet most engineers and procurement professionals hit the same wall: a surface-level understanding that only breaks down when it's expensive to fix.
Dimensional tolerances that conflict with die constraints. Alloy choices that can't survive heat treatment. Profile geometries that look fine on paper but fail at the press. These aren't edge cases — they're predictable problems that stem from gaps in process knowledge.
This guide covers how extrusion actually works at the process level — billet heating, die bearing length, quench method effects — so you can make sharper decisions on alloy selection, profile geometry, and manufacturing partnerships before a costly redesign forces your hand.
Key Takeaways
- Aluminum extrusion forces a heated billet through a shaped die to produce continuous profiles with consistent cross-sections
- Profiles are lightweight, strong, and dimensionally consistent — well suited for automotive, construction, and electronics applications
- Five phases drive the process: billet heating, die preparation, pressing, cooling/cutting, and post-processing
- Die design is the most critical variable, controlling profile accuracy, material flow, surface quality, and production efficiency
- Alloy choice, billet temperature, press pressure, and quench method determine final mechanical properties and dimensional accuracy
What Is Aluminum Extrusion?
Aluminum extrusion is a manufacturing process in which a heated aluminum alloy billet is forced under high hydraulic pressure through a precision-engineered steel die, causing the softened metal to emerge in a continuous length with the exact cross-sectional shape of the die opening. Unlike die casting, which fills a mold with molten metal, extrusion works with solid but softened billets under pressure—maintaining grain structure and mechanical properties more effectively than many alternative methods.
The result is a consistent, near-net-shape profile that combines lightweight properties with structural integrity — without the material waste of machining from solid stock.
Extrusion produces constant cross-sections along the full length of the profile. That distinguishes it from rolling (which creates sheet or plate) and forging (which shapes discrete parts rather than continuous lengths). Each method serves different structural needs, but extrusion is uniquely suited to complex, repeatable profiles produced at scale.
Why It Matters for Design and Engineering
Engineers who understand extrusion make better upstream decisions — ones that prevent costly redesigns before tooling is ever cut. Key considerations include:
- Alloy selection — different alloys respond differently to heat treatment and post-extrusion aging
- Wall thickness — thinner walls reduce weight but must stay within extrudability limits for the chosen alloy
- Tolerance specifications — press capabilities define what's achievable; over-specifying drives cost without benefit
- Profile complexity — hollow sections, asymmetric geometries, and heat sink fins each add die engineering requirements
Why Industries Choose Aluminum Extrusion
Aluminum is uniquely suited to extrusion because of its material properties:
- Lower melting point than steel, reducing energy demands during processing
- Excellent malleability at elevated temperatures for complex die geometries
- Natural corrosion resistance without surface treatment
- High strength-to-weight ratio for structural applications
- Strong thermal and electrical conductivity
These properties allow aluminum to flow smoothly through intricate die profiles while maintaining structural integrity.
At the manufacturing level, extrusion produces complex, multi-functional profiles in a single pass:
- Hollow channels for structural or fluid management applications
- Integrated fastener slots that eliminate secondary machining
- Heat sink fins with precise geometry for thermal management
Stamping, casting, or machining alone cannot match this efficiency for long, constant-cross-section components. These manufacturing advantages are reflected in the market's trajectory.
Aluminum Extrusion Market: Growth by Sector
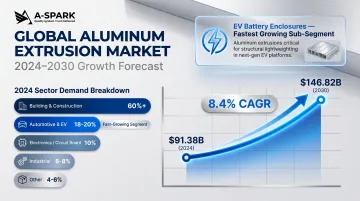
The global aluminum extrusion market was valued at $91.38 billion in 2024 and is projected to reach $146.82 billion by 2030, growing at a CAGR of 8.4%. Building and construction accounted for over 60% of 2024 demand, while automotive and EV applications—particularly battery enclosures and structural frames—are driving rapid growth in demand. Electric vehicle battery enclosures use extruded profiles for long-length side rails, cross members, and perimeter cooling circuits, with battery systems representing up to 22–27% of vehicle weight. Enclosures alone account for up to 20% of battery system cost and weight.
How the Aluminum Extrusion Process Works
Aluminum extrusion converts a solid cylindrical billet into a continuous profile through controlled plastic deformation. The billet is heated to a plastic—but not molten—state, loaded into a press container, then pushed by a hydraulic ram through a custom-shaped die. The emerging profile is guided along a runout table, cooled, straightened, and cut before undergoing any required post-processing.
Critical distinction: At no point does the aluminum become liquid. This preserves the metal's wrought grain structure, distinguishing extrusion from casting and delivering superior mechanical properties and dimensional consistency.
Step 1: Billet Preparation and Heating
Aluminum billets—solid cylindrical logs cut from a larger cast log of the chosen alloy—are placed in a preheating furnace and brought to a temperature typically between 375°C and 500°C (700°F–930°F), depending on the alloy. This softens the metal sufficiently for extrusion while keeping it below its melting point.
The die is also preheated (approximately 450–500°C) to ensure uniform metal flow and extend die life. Temperature uniformity throughout the billet cross-section—not just at the surface—is critical; nominal metal temperatures must be maintained within ±5°C to prevent defects and maintain consistent mechanical properties.
Step 2: Die Setup and Press Loading
The die is a precision-machined steel disk—typically H13 tool steel—with one or more openings shaped to the target profile's cross-section. Three main die types serve different profile geometries:
- Solid dies: For bars, angles, and sections without internal voids
- Hollow dies: For tubes and sections with internal cavities, using a mandrel or porthole design that welds metal streams around internal supports
- Semi-hollow dies: For partially enclosed shapes with narrow gaps
The die is assembled into a die stack with support tooling (backer, bolster) before being loaded into the press.
Step 3: Extrusion — Pressing the Billet Through the Die
Once the heated billet is loaded into the press container, a hydraulic ram advances and applies pressure ranging from 100 to 15,000 tons, depending on press size and profile complexity. The softened aluminum fills the container walls, then flows through the die opening—the only available path—emerging on the other side as a continuous, fully-formed profile matching the die shape exactly.
Extrusion ratio—the ratio of billet cross-section area to profile cross-section area—determines required pressure. Optimum ratios are typically 30–60; ratios below 7 may yield poor mechanical properties and coarse grain banding, while ratios above 80 risk pressures that can distort or break the die.
Step 4: Cooling, Stretching, and Cutting
The hot profile is gripped by a puller and guided along the runout table while being quenched—by air fan or water—to lock in mechanical properties. Quench methods include water bath, water spray, and forced air draught, selected based on alloy quench sensitivity and target temper.
Once cooled to room temperature, profiles are mechanically stretched to eliminate any natural twist or bow introduced during extrusion. They are then sawed to table lengths and moved to a finish saw to be cut to customer-specified lengths, typically ranging from 2.4 to 7.3 meters (8 to 24 feet).

Step 5: Post-Processing — Heat Treatment, Finishing, and Fabrication
Three categories of post-extrusion processing transform profiles into finished components:
Heat Treatment
Age hardening in an oven brings profiles to T5 or T6 temper, improving tensile strength measurably. For example:
- 6063-T5 typical minimum yield strength: ~110 MPa
- 6063-T6 typical minimum yield strength: ~170 MPa
- 6061-T6 typical tensile strength: 310 MPa, yield strength: 276 MPa
6000-series alloys respond particularly well to heat treatment, making them the most widely extruded aluminum alloys.
Surface Finishing
Common finishing options include:
- Anodizing: Electrochemically thickens the natural oxide layer, improving corrosion resistance, surface hardness, and the ability to accept dyes for color
- Powder coating: Provides durable, protective, and decorative finishes
- Painting and sandblasting: For specific aesthetic or surface texture requirements
Fabrication
CNC machining, drilling, punching, bending, or welding achieve final dimensional specifications for the end application.
Where Aluminum Extrusion Is Applied
Extruded aluminum profiles are standard across multiple industries:
Automotive and EV:
Battery enclosures, structural frames, heat management systems, crash structures, and cross-members. Battery enclosures can represent up to 20% of battery system cost and weight, with extrusions enabling efficient thermal management and structural support.
Building and Construction:
Window frames, curtain walls, structural sections. Building and construction accounted for over 60% of the aluminum extrusion market in 2024.
Electronics and Lighting:
Heat sinks, LED housing, enclosures. Extrusions provide efficient thermal dissipation and lightweight structural support.
Additional applications span several other sectors:
- Aerospace and Defense — fuselage stringers, floor beams, and lightweight structural components
- Renewable Energy — solar frame systems, wind turbine components, and mounting structures
- Industrial Equipment — conveyor systems, machine frames, and fluid handling components
Lifecycle and Design Considerations
Extrusion is a production-phase process, but profile specifications are locked in during design. Understanding extrusion constraints early prevents costly redesigns later.
Global OEMs and system integrators often consolidate sourcing with manufacturers who bring both aluminum processing expertise and downstream capabilities — CNC machining, surface treatment, and assembly — under one roof. A-SPARK Manufacturing supports this model directly, combining engineering analysis and DFM review with vertically integrated production from its Vietnam facilities.
Key Factors That Affect Aluminum Extrusion Quality
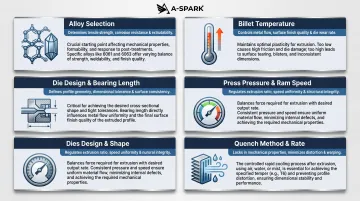
Five variables determine whether an extruded profile meets spec — from dimensional accuracy to final mechanical properties:
| Factor | What It Controls |
|---|---|
| Alloy Selection | Strength, extrudability, surface finish |
| Billet Temperature | Pressure requirements, surface quality, tolerances |
| Die Design & Bearing Length | Flow velocity, profile geometry, dimensional accuracy |
| Press Pressure & Ram Speed | Heat generation, defect risk, extrusion ratio |
| Quench Method & Rate | Final mechanical properties, heat treatment response |
Alloy Selection
Alloy choice is the most upstream quality variable. The three most commonly extruded alloys are:
- 6063: Best extrudability and surface finish (T6 temper: 241 MPa tensile, 214 MPa yield); standard choice for architectural profiles, window frames, and decorative sections.
- 6061: Higher structural performance (T6 temper: 310 MPa tensile, 276 MPa yield); used for structural frames, automotive components, and load-bearing applications.
- 7075: Highest strength of the three (T6 temper: ~570 MPa tensile, ~505 MPa yield); harder to extrude and requires tighter process control — used in aerospace and defense parts where strength-to-weight ratio is non-negotiable.
Billet Temperature and Uniformity
If the billet is too cool, extrusion pressure spikes and die wear accelerates. If too hot, surface quality degrades and dimensional tolerances widen. Temperature must be uniform throughout the billet cross-section, not just at the surface, requiring consistent furnace practices.
Die Design and Bearing Length
Bearing length — the distance aluminum travels inside the die — must be calibrated so all parts of the profile exit at the same velocity. Thicker sections require longer bearing lengths to slow material flow and match the speed of thinner sections. When flow velocity is uneven across the die, the result is twisting, warping, or surface defects — making die design one of the highest-leverage variables in achieving dimensional consistency.
Press Pressure and Ram Speed
Extrusion ratio determines required pressure. Higher ratios mean more force, more heat generation, and greater risk of defects. Ram speed must be controlled to prevent excessive heat buildup at the die exit, which can cause surface cracking (hot shortness) in higher-strength alloys.
Quench Method and Rate
The cooling rate after the profile exits the die directly determines its final mechanical properties. Fast quenching locks in alloying elements for heat treatment response — critical for 6061-T6. Too-slow cooling in 6000-series alloys allows unwanted precipitation that reduces strength. The choice between air quench and water quench depends on the alloy and target temper.
Common Misconceptions About Aluminum Extrusion
Misconception 1: Extrusion Is Geometrically Unlimited
Extrusion is geometrically flexible, but profile complexity has real constraints. Key design limits include:
- Extrusion ratio — the relationship between billet cross-section and profile cross-section
- Minimum wall thickness — tied to circumscribed circle diameter (CCD): a 50mm CCD allows ~1.0mm minimum wall, while a 300mm CCD requires ~3.0mm for 6063 alloy
- Tongue ratio — limits depth of semi-hollow sections before die deflection becomes a risk
- Uniform flow velocity — asymmetric profiles make it harder to maintain consistent metal flow across the die
Deeply asymmetric or extremely thin-walled profiles push these limits and typically require DFM review before tooling is committed.
Misconception 2: Extrusion and Die Casting Are Interchangeable
These two processes are often confused, but they serve different geometries entirely:
| Extrusion | Die Casting | |
|---|---|---|
| Output form | Constant cross-section along a length | Three-dimensional, near-net-shape part |
| Metal state | Semi-solid billet forced through a die | Liquid metal injected into a closed mold |
| Typical use | Frames, rails, heat sinks, structural profiles | Housings, brackets, complex 3D enclosures |
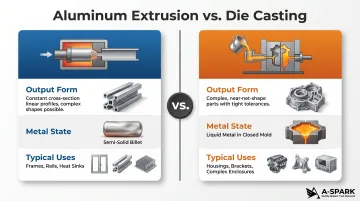
Choosing the wrong process for a part geometry doesn't just affect cost — it affects whether the part is manufacturable at all.
Misconception 3: As-Extruded Profiles Are Ready for Precision Use
As-extruded profiles typically require CNC machining, drilling, or milling to achieve tight tolerances, and surface treatment (anodizing or coating) to meet corrosion resistance requirements for demanding sectors like automotive or electronics. Treating extrusion as a finished process step — without planning for downstream machining and surface treatment — risks dimensional non-conformance or rework at the assembly stage.
Conclusion
Aluminum extrusion is a pressure-driven, die-constrained process that converts heated solid billets into precise, complex profiles. Its value lies not just in what it produces but in how early design decisions—alloy selection, wall thickness, die geometry—determine the quality, cost, and downstream feasibility of the final component.
Engineers and procurement professionals who understand the process are better positioned to select the right alloys, partner with capable manufacturers, and avoid costly redesigns.
For organizations sourcing precision aluminum components in Asia, A-SPARK Manufacturing offers:
- DFM analysis and on-site engineering support at the design stage
- In-house capabilities spanning extrusion, CNC machining, and surface treatment
- IATF 16949-certified production with PPAP documentation
- Supply chain management across multiple manufacturing regions in Vietnam
Frequently Asked Questions
How is aluminum extrusion made?
Aluminum billets are heated to a plastic state (375–500°C), loaded into a hydraulic press, and forced through a shaped steel die. The profile emerges continuously, is cooled via air or water quench, straightened, and cut to length.
What are the different types of aluminum extrusion profiles?
Three main categories: solid (no voids, e.g., bars and angles), hollow (internal cavities, e.g., tubes), and semi-hollow (partially enclosed shapes). Each requires a different die type—solid dies, porthole/bridge dies for hollow sections, and semi-hollow dies for narrow-gap geometries.
Can extruded aluminum be anodized?
Yes, anodizing is one of the most common finishing options for extruded aluminum. It electrochemically thickens the natural oxide layer, improving corrosion resistance, surface hardness, and dye uptake for coloring.
How are extrusion dies made?
Extrusion dies are CNC-machined from H13 tool steel, with openings matched exactly to the target profile's cross-section. FEA simulation is increasingly used during design to optimize material flow before the die is manufactured.
What is the difference between aluminum extrusion and die casting?
Extrusion produces continuous profiles with a constant cross-section by pushing softened solid aluminum through a die. Die casting injects molten aluminum into a closed mold to produce complex 3D shapes. They serve different geometries and are not interchangeable processes.
Which aluminum alloys are most commonly used for extrusion?
6000-series alloys—6063 for architectural and surface-finish applications, 6061 for structural strength—are the most widely extruded due to their extrudability and heat treatability. 7000-series alloys offer higher strength but are harder to extrude, reserved for applications where strength-to-weight ratio is critical.


