
Introduction
Aluminum die casting is a high-efficiency, near-net-shape manufacturing process that produces complex metal components at speed and scale. Most industrial-grade components, however, require one or more secondary operations to meet final specifications. That gap between the as-cast condition and the finished part is an engineered step built deliberately into the production workflow.
Whether your part needs tighter tolerances, leak-proof surfaces, threaded holes, or protective coatings, secondary operations transform near-net-shape castings into finished components that meet exact application requirements.
This article explains what secondary machining operations are, why they're needed, the four main types, and how to decide which operations your aluminum die cast parts actually require.
TL;DR
- Secondary operations are post-casting processes that bring aluminum die cast parts to final dimensional, functional, and surface specifications
- Die casting cannot always produce fine threads, tight bore tolerances, or fully sealed surfaces directly from the mold
- The four main types are trimming/deburring, CNC machining, impregnation, and surface treatments
- Selection depends on functional requirements, tolerance specs, alloy choice, application environment, and production volume
- Single-supplier sourcing for casting and secondary operations reduces handling errors, shortens lead times, and lowers total cost
What Are Secondary Machining Operations for Aluminum Die Cast Parts?
Secondary machining operations are any processes performed on a die cast part after it is removed from the mold to bring it to its final usable state. These include material removal, sealing, and surface enhancement—all designed to bridge the difference between the as-cast condition (what comes out of the die) and the finished condition (what the end application requires).
Die casting excels at producing complex geometries quickly, but certain features and tolerances fall outside what the mold alone can deliver. Secondary operations cover what casting cannot.
In die casting, "secondary operations" covers more ground than machining alone. The term includes:
- Mechanical processes – drilling, milling, tapping, turning
- Sealing processes – vacuum impregnation to eliminate porosity
- Surface processes – anodizing, powder coating, shot blasting, conversion coatings
Understanding which operations your part requires — and when to plan for them — directly affects tooling design, cycle time, and total cost per part.
Why Do Aluminum Die Cast Parts Require Secondary Operations?
Die casting has inherent limitations. The process produces complex near-net shapes at high speed, but certain geometric features and functional properties simply cannot be achieved in the mold alone.
Geometric constraints are often the first driver. Features that require secondary work include:
- Fine internal threads (M3 or smaller)
- Blind bores with tight tolerances
- Zero-draft vertical surfaces
- Precision bearing journals
- Tight positional accuracy across mating features
Functional requirements add a second layer of complexity. As-cast surfaces rarely meet the demands of:
- Porosity-free sealing for pressurized fluids
- Corrosion resistance beyond base alloy properties
- Cosmetic finishes for consumer-facing applications
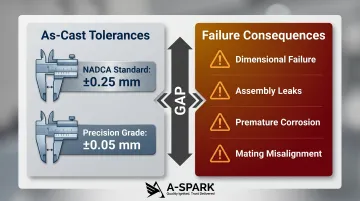
Skip those secondary steps, and parts will fail in predictable ways:
- Dimensional inspections fail due to tolerance stack-up
- Assemblies leak under hydraulic or pneumatic pressure
- Parts corrode prematurely in harsh environments
- Components don't mate correctly with adjacent parts
Each of those failures translates to rework costs, line stoppages, or warranty claims. To understand why, consider the tolerance baseline: NADCA standards specify as-cast linear tolerances of ±0.010 in (±0.25 mm) for standard castings and ±0.002 in (±0.05 mm) for precision castings. Tight by casting standards — but often not tight enough for precision assemblies in automotive, electronics, or fluid control applications.
Secondary operations aren't a workaround for die casting's shortcomings. They're a planned stage in the production workflow — and engineering them in from the start is what separates components that perform in service from those that don't.
4 Types of Secondary Machining Operations for Aluminum Die Cast Parts
Secondary operations are not interchangeable. Each type addresses a specific gap between the as-cast part and the finished specification. Most complex parts require more than one.
Trimming and Deburring
Trimming and deburring are the most universal first step. They remove flash (thin fins of excess metal at parting lines), sprues, gates, runners, and overflows— all natural byproducts of high-pressure die casting. This is performed using manual tools, trimming dies, or automated deburring systems.
Flash on functional edges, mating faces, or sealing surfaces causes assembly interference, dimensional non-conformance, and cosmetic rejection. For that reason, trimming is a mandatory step for virtually all die cast parts.
Limitations:
Trimming removes excess material but cannot correct dimensional inaccuracies or add functional features. It is a cleanup step, not a precision step.
CNC Machining (Drilling, Milling, Tapping, and Turning)
CNC machining is the most technically significant secondary operation for die cast parts. It uses computer-controlled cutting tools to add or refine features that die casting cannot reliably produce:
- Drilled holes to precise diameters
- Tapped or threaded bores
- Milled flat datum surfaces
- Bored bearing journals
- Turned concentric features
CNC machining is the only operation that actively creates or corrects geometry — making it essential when a part has tight dimensional tolerances (±0.05 mm or tighter), functional interfaces like bearing fits or O-ring grooves, or features requiring true position accuracy that the casting process cannot guarantee.
Best suited for:
Automotive powertrains, hydraulic housings, electronic enclosures, and any application where dimensional interchangeability and assembly precision are critical. As-cast tolerances range from ±0.002 in to ±0.010 in, while CNC machining can achieve tolerances an order of magnitude tighter.
Key considerations:
- Machinability varies by alloy — ADC12 and A380 machine well due to their silicon content, which improves chip formation and tool life
- Fixturing determines part quality — improperly clamped castings can warp or release internal stress during cutting, producing scrapped parts
- Machine stock allowance must be built into the casting design; NADCA provides specific allowance tables for flats, bosses, holes, and sealing faces

Limitation:
CNC machining adds cycle time and cost per part. Every additional setup introduces a potential scrap event, so machining operations should be specified only where the casting process genuinely cannot meet the requirement.
Impregnation
Impregnation is a vacuum-and-resin sealing process. The cast part is placed in a chamber where vacuum removes air from open micro-pores on the surface, then a thermally-cured organic resin is drawn in to seal these voids. This makes the casting pressure-tight without altering its external dimensions or mechanical properties.
Why it's needed:
High-pressure die casting inherently produces porosity from trapped air due to turbulent flow and fast fill rates. For most non-critical parts, this porosity is acceptable. But for applications where the casting must contain or withstand pressurized fluids or gases, impregnation is the only reliable solution.
Best suited for:
- Hydraulic valve bodies
- Oil pump housings
- Pneumatic fittings
- Fuel system components
- Any die cast part used in oil & gas, plumbing, or fluid power
Cost-control strategy:
Impregnation adds cost and lead time. A common approach is to pressure-test all castings first and apply impregnation selectively only to parts that fail the leak test, reducing per-unit cost at scale.
Surface Treatments
Surface treatments modify the outer layer of the aluminum part to improve corrosion resistance, wear resistance, electrical insulation, or cosmetic appearance. They do not affect part geometry.
Key types include:
- Anodizing — electrochemical oxide layer for corrosion protection and aesthetic finish
- Powder coating — polymer protective finish for durability and color
- Shot blasting — surface texture modification for coating adhesion
- Chemical conversion coating — thin protective layer that retains electrical conductivity
The silicon challenge:
Aluminum die cast parts have a smooth surface from the die, but the alloys used (typically high-silicon grades like ADC12 or A380) have limitations for anodizing. Military specification MIL-A-8625F cautions that alloys with nominal silicon content higher than 8.0% may be anodized subject to approval, due to blotchy or uneven finishes and variable dye uptake.
Best suited for:
Consumer electronics, lighting, automotive exterior housings, and outdoor industrial equipment where corrosion protection or cosmetic finish is a product requirement.
Limitation:
Certain surface treatments (especially anodizing) require the casting surface to be free of porosity. Porous castings should be impregnated before applying treatments that require a sealed surface, or outgassing during curing will create pinholes and cosmetic defects.
How to Choose the Right Secondary Operation for Your Die Cast Part
Secondary operation selection should be driven by the gap between the as-cast part's condition and the final application requirement—not by default workflows or supplier convenience.
Factor 1: Functional Requirements
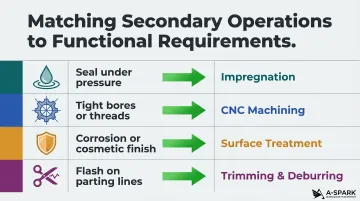
Map each secondary operation to a specific function:
- If the part must seal under pressure → impregnation is required
- If it needs threaded holes or tight bore tolerances → CNC machining is required
- If it must resist corrosion or meet cosmetic standards → surface treatment is required
- Trimming is almost always required for flash removal
Factor 2: Alloy and As-Cast Tolerances
The aluminum alloy specified affects machinability, anodizing quality, and porosity risk. Choosing the wrong alloy can make otherwise straightforward secondary operations difficult.
Example:
- ADC12/A383 – higher silicon content allows intricate thin-wall features but produces inconsistent anodic layers
- A360 – better corrosion resistance and ductility, more suitable for anodizing, but may have higher porosity requiring impregnation
Alloy selection at the design stage directly impacts which secondary operations will be easy or costly.
Factor 3: Volume and Cost
High-volume production justifies investment in purpose-built CNC fixtures and automated trimming dies, reducing per-unit cost and cycle time.
Low-volume or prototype runs are more cost-effective with manual deburring and standard CNC setups.
For impregnation specifically, applying it to 100% of parts adds measurable per-unit cost at scale. Pressure-testing first and impregnating only failures is a common cost-control strategy.
Factor 4: Sourcing Model—Integrated vs. Split
Sourcing die casting and all secondary operations from one integrated supplier provides measurable advantages:
- Eliminates inter-supplier handling and fixturing damage risk during transport
- Shortens lead times by removing hand-off delays between vendors
- Creates a single point of accountability for dimensional conformance
A-SPARK Manufacturing covers die casting, CNC machining, surface treatment, and assembly under one roof in Vietnam—so customers avoid the coordination overhead and quality gaps that split-sourcing models introduce.
Common Mistakes to Avoid
- Specifying CNC machining for features the casting process could hold to tolerance with better tooling
- Applying surface treatments without first checking alloy-treatment compatibility
- Skipping impregnation for pressure-critical parts to save cost, then discovering leak failures in assembly
- Not building machine stock allowance into casting designs, forcing secondary suppliers to work from undersized features
Conclusion
Secondary machining operations—trimming, CNC machining, impregnation, and surface treatment—are a structured, engineered part of the aluminum die casting workflow. Each operation closes a specific gap between the as-cast condition and the finished application requirement.
Those decisions—which operations to apply, in what sequence, and how to structure your supplier setup—directly determine part quality, production cost, and time-to-market. Engineers and procurement teams who treat secondary operations planning as an integral part of the casting design process consistently produce tighter tolerances, fewer rejects, and shorter qualification cycles.
Frequently Asked Questions
Are aluminum die-cast parts suitable for CNC machining (secondary machining)?
Yes. Aluminum die cast parts are well-suited for CNC machining. Common alloys like ADC12 and A380 have good machinability due to their silicon content. The key success factors are proper fixturing to prevent warping and building adequate machine stock allowance into the original casting design.
What is flash in die casting and how is it removed?
Flash is thin excess metal formed at the parting lines of the die due to high injection pressures. Trimming dies, manual deburring tools, or automated deburring systems remove it as the first secondary operation after ejection from the mold.
When is impregnation required for aluminum die cast parts?
Impregnation is required when a casting must be pressure-tight or leak-proof—such as hydraulic housings, valve bodies, or fuel system components. Micro-porosity inherent to the die casting process would otherwise cause functional failure under fluid or gas pressure.
What is the difference between ADC12 and A360 aluminum alloys?
ADC12 (equivalent to A383) is optimized for die casting intricate parts with good fluidity and machinability but lower corrosion resistance. A360 offers better corrosion resistance and ductility, making it the better choice where anodizing or harsh-environment exposure is required.
Can surface treatments be applied directly to as-cast aluminum die cast parts?
Most surface treatments can be applied to as-cast parts. However, anodizing requires careful alloy selection since high-silicon alloys produce inconsistent anodic layers. Porous castings should be impregnated before any sealed-surface treatment to prevent cosmetic defects from outgassing.
What is the difference between low-pressure die casting (LPDC) and gravity die casting (GDC)?
LPDC uses low-pressure gas to push molten metal upward into the mold, producing denser castings with less porosity and better fill control. GDC relies on gravity to fill the mold at lower speeds. Learn more in this technical comparison of low-pressure vs. high-pressure die casting. Lower porosity in LPDC-produced parts often reduces the need for impregnation as a secondary operation.


