
Introduction
Oil and gas systems operate under some of the most punishing conditions in industrial engineering. Extreme pressures, corrosive media, temperature swings, and vibration are routine challenges. Valve housings serve as the first line of defense in these systems, and material selection determines whether a component lasts years or fails prematurely — risking costly downtime and safety incidents.
That material selection increasingly points to ductile iron. Across upstream, midstream, and downstream applications, ductile iron valve housings deliver a strength-to-cost ratio that outperforms traditional gray iron and remains more economical than carbon or stainless steel for most service conditions.
Its combination of high tensile strength, impact resistance, and excellent castability makes it the practical choice for complex valve geometries that need to perform reliably under sustained operational stress.
TLDR:
- Ductile iron offers 65–100 ksi tensile strength with superior impact resistance over brittle gray iron
- Sand casting with magnesium treatment produces complex valve housing geometries in one pour
- Operating temperature range of -20°C to 343°C suits most O&G applications
- Protective FBE coatings extend service life in corrosive environments
- Cost-effective alternative to stainless steel for moderate-corrosion, non-sour O&G service
What Is a Ductile Iron Valve Housing?
A valve housing — also called a valve body — is the primary pressure-containing structural shell of a valve. It houses all internal components and forms the main fluid-contact boundary, distinguishing it from trim parts and internal mechanisms. The housing must withstand sustained pressure loads, resist corrosion, and maintain dimensional integrity throughout the valve's service life.
What Makes Ductile Iron Different
Ductile iron is metallurgically distinct from traditional cast iron. Also known as spheroidal graphite iron or nodular cast iron, it is produced by treating molten iron with magnesium. This treatment transforms the graphite structure from flakes into rounded nodules.
This nodular graphite morphology inhibits crack initiation and increases ductility, improving toughness and elongation compared to standard gray iron.
ASTM A536 Grade Selection
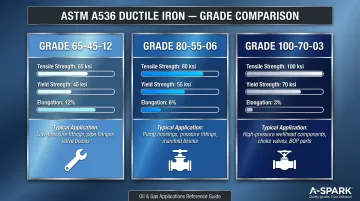
ASTM A536 is the governing standard for ductile iron castings. Grade selection depends on pressure class and operating environment:
| Grade | Tensile Strength | Yield Strength | Elongation | Typical Application |
|---|---|---|---|---|
| 65-45-12 | 65 ksi (448 MPa) | 45 ksi (310 MPa) | 12% | Lower-pressure utility and transfer systems |
| 80-55-06 | 80 ksi (552 MPa) | 55 ksi (379 MPa) | 6% | Moderate-pressure pipeline and gathering applications |
| 100-70-03 | 100 ksi (690 MPa) | 70 ksi (483 MPa) | 3% | High-pressure service requiring maximum strength |
Why Ductile Iron Excels in Oil & Gas Valve Housing Applications
High Tensile Strength and Yield Strength
Ductile iron's mechanical properties allow valve housings to withstand sustained pressure loads and pressure surges without permanent deformation. Grade 65-45-12 provides minimum 65 ksi tensile strength, while Grade 80-55-06 reaches 80 ksi — sufficient for Class 150 and Class 300 pressure ratings common in O&G utility and transfer systems.
Impact and Fatigue Resistance
Unlike gray cast iron, which contains flake graphite and fractures under shock loads, ductile iron absorbs energy through plastic deformation. Ductile iron achieves minimum impact resistance of 7 ft-lb compared to gray iron's approximately 2 ft-lb. In O&G systems, pressure cycling, pump surges, and flow transients are routine — ductile iron's energy absorption handles these without fracture. Its fatigue resistance reduces the risk of catastrophic housing failure during service.
Corrosion Resistance and Protective Coatings
While ductile iron has moderate inherent corrosion resistance, valve housings for O&G are routinely protected with fusion-bonded epoxy (FBE) or other coatings. AWWA C116 governs protective FBE coatings for ductile iron fittings, specifying typical applied thickness of 6-8 mil with minimum 4 mil at joint areas. These coatings withstand produced water, hydrocarbons, brine, and H₂S-containing (sour) media, extending service life in both onshore and offshore installations.
Operating Temperature Range
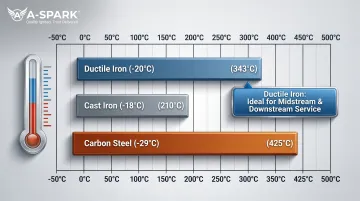
Ductile iron performs reliably across temperature ranges commonly found in O&G service. The table below compares material options referenced in ASME B16.34:
| Material | Min Temp | Max Temp |
|---|---|---|
| Ductile Iron | -20°C | 343°C |
| Cast Iron | -18°C | 210°C |
| Carbon Steel | -29°C | 425°C |
This range covers the majority of midstream and downstream service conditions — pipeline transfer, storage, and processing equipment operating at elevated temperatures. For cryogenic or ultra-high-temperature service, alternative alloys are required.
Machinability for Precision Sealing Surfaces
Ductile iron machines cleanly and consistently, allowing manufacturers to hold the tight dimensional tolerances that sealing faces, port bores, and flange mating surfaces demand. In practice, this translates to reliable leak integrity and positive shutoff under rated pressure — critical performance requirements that inconsistent machining would undermine. Key surfaces where dimensional accuracy is non-negotiable include:
- Sealing faces (gate, ball, and butterfly valve seats)
- Port bores controlling flow velocity and pressure drop
- Flange mating surfaces to ASME B16.5 or B16.47 flatness requirements
Key Components of an Oil & Gas Valve Housing
Structural Elements and Castability Advantages
A valve housing must accommodate several critical structural elements:
- Pressure boundary walls
- End connections (flanged, threaded, butt-weld)
- Port bores and internal flow passages
- Bonnet mounting interface
- Packing and stem bore
Ductile iron's castability allows all of these features to be integrated into a single casting rather than fabricated from multiple parts. This eliminates potential leak paths at joints, reduces assembly complexity, and lowers production costs — advantages that carry across the full range of valve types used in O&G systems.
Common Valve Types Using Ductile Iron Housings
Different valve types serve distinct functions across O&G infrastructure:
- Gate valves: Isolation service in pipelines and transfer systems
- Ball valves: Quarter-turn isolation with minimal flow restriction
- Butterfly valves: Large-diameter isolation for lower-pressure applications (API 609 covers butterfly valves for ductile iron flanges per ASME B16.42)
- Globe valves: Throttling and flow regulation
- Check valves: Backflow prevention in pumping systems
Gate and ball valves dominate upstream and midstream isolation applications, while globe valves handle throttling duties and check valves protect pump discharge lines.
Wall Thickness and Pressure Class Design
ASME B16.34 and API standards govern minimum wall requirements for pressure-containing valve components. Compared to gray iron, ductile iron's strength-to-weight ratio delivers reliable pressure containment without excessive bulk. Key design considerations include:
- Ductile iron valves are commonly supplied in ASME Class 150 and 300 pressure ratings
- These classes are not explicitly included in ASME B16.34 material groups for ductile iron
- Wall thickness requirements vary by valve type, pressure class, and applicable API or ASME standard
How Ductile Iron Valve Housings Are Manufactured
Sand Casting as the Primary Process
Sand casting is the most prominent metal casting process, and ductile iron valve housings are produced via green sand or resin sand casting. This method allows complex internal cavity geometry, large part sizes, and economical tooling. Sand casting suits large, complex metal components with durable, high-quality results. Investment casting is reserved for smaller, tighter-tolerance trim parts rather than large housings.
Magnesium Treatment and Melt Chemistry Control
The critical step in ductile iron production is inoculating molten iron with magnesium (or magnesium-ferrosilicon alloy) to induce nodular graphite formation. Production of nodular graphite requires addition of magnesium or rare earth nodulizers and subsequent inoculation to control graphite morphology. Precise chemistry control — carbon equivalent, sulfur content, and residual magnesium levels — is essential to achieving the target grade's mechanical properties and is verified by spectrometer analysis before pouring.
Post-Casting Heat Treatment
Annealing or normalizing is applied to ductile iron castings to relieve residual stresses, optimize microstructure, and ensure consistent hardness and toughness throughout the housing wall. The choice of treatment determines the resulting matrix:
- Ferritic: maximizes ductility and impact resistance
- Pearlitic: balances strength with moderate toughness
- Martensitic: delivers high hardness for wear-intensive service
This selection directly determines dimensional stability and in-service mechanical performance.
CNC Machining of Critical Surfaces
With heat treatment complete, valve housings move to precision CNC machining of sealing faces, bore diameters, flange faces, and thread features. Dimensional accuracy on these surfaces is critical — even minor deviations compromise pressure containment in O&G service. Multi-axis milling and CNC turning equipment achieve the tolerances required for API and ASME compliance.
Quality Inspection and Pressure Testing
Finished housings go through a defined inspection and test sequence before release. API 598 governs the core pressure testing requirements, while MSS SP-55 sets visual quality standards for iron castings used in valves and fittings. Standard verification steps include:
- Shell test: confirms housing structural integrity under full hydrostatic pressure
- Closure test: verifies seat sealing performance
- Pneumatic shell test: checks for leakage at defined pressures and durations
- Dye-penetrant or magnetic particle inspection (MPI): detects surface-breaking defects
- Traceability documentation: material certifications, heat records, and test reports required for O&G supply chains

Ductile Iron vs. Other Valve Housing Materials
Ductile Iron vs. Gray Cast Iron
Gray iron contains flake graphite, which creates crack propagation paths and limits tensile strength to around 20–40 ksi. Ductile iron's nodular graphite delivers higher strength, elongation, and impact toughness, making it a far better fit for pressurized and cyclic-load environments. Ductile iron is commonly rated to Class 150 and 300, while gray iron is typically limited to lower-pressure applications.
Ductile Iron vs. Carbon Steel
Carbon steel (e.g., ASTM A216 WCB) offers higher pressure ratings and temperature capability up to 425°C. Engineers specify it for high-pressure service and sour gas applications requiring NACE MR0175 compliance. Ductile iron ASTM A536 is not acceptable for NACE MR0175 pressure-containing parts in sour service. That said, ductile iron covers a large share of O&G utility, transfer, and gathering system valves at meaningfully lower cost and weight.
When to choose carbon steel over ductile iron:
- High-pressure service above Class 300 (Class 600 and above)
- Sour service (H₂S-containing media) requiring NACE compliance
- Elevated temperatures exceeding 343°C
Ductile Iron vs. Stainless Steel
Stainless steel (304, 316, duplex grades) delivers superior corrosion resistance for highly aggressive media — chloride-rich environments, acids, or high-salinity produced water. That performance comes at a cost: ductile iron casting runs approximately 30–50% less than stainless steel casting, with machining 20–40% cheaper. A 10 kg valve body, for instance, may cost $20–30 in ductile iron versus $40–60 in cast stainless steel (CF8).
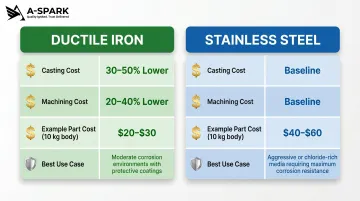
For non-sour service with moderate corrosion exposure, ductile iron with epoxy or fusion-bonded coatings is the practical choice. Stainless steel becomes justified when chloride concentration, acid content, or produced water salinity exceeds what protective coatings can reliably handle.
Compliance Standards and Sourcing Considerations
Key Standards Governing Ductile Iron Valve Housings
Several standards apply to ductile iron valve housings in O&G applications:
- ASTM A536: Material specification for ductile iron castings
- ASME B16.34: Pressure-temperature ratings, wall thickness, materials for flanged and welding end valves (note: ductile iron is not within its material groups, but Class 150/300 availability is common)
- API 6D: Pipeline valves; requirements build on B16.34; primarily steel valves
- API 600/602: Steel gate valves (bolted bonnet cast steel and compact forged steel)
- API 609: Butterfly valves; when ductile iron is used, installation is between ASME B16.42 ductile iron flanges
O&G operators and EPC contractors routinely require compliance documentation and full material traceability — making supplier qualification a critical step in procurement.
Practical Sourcing Considerations
Engineering and procurement teams should verify that the casting supplier:
- Maintains ISO 9001:2015 quality management systems
- Provides mill certifications and heat treatment records
- Has demonstrated experience producing pressure-rated components for O&G applications
- Offers in-house machining, surface treatment, and quality testing to reduce handoffs and maintain consistency
Working with a manufacturing partner that holds ISO 9001:2015 and IATF 16949 certifications — and offers end-to-end engineering and supply chain support — can simplify sourcing and reduce qualification risk for O&G clients. A-SPARK Manufacturing, with over 20 years of production experience in Vietnam, is built around these requirements.
Lead Time and Supply Chain Factors
Ductile iron valve housings produced in Asia (Vietnam, China) offer cost advantages but require careful qualification, inspection, and logistics planning. Third-party inspection typically covers:
- Quantity verification and visual inspection
- Dimensional checks against approved drawings
- Documentation review of material test certificates
- Functional testing under specified pressure conditions
Selecting suppliers with integrated machining, surface treatment, and testing capabilities reduces inter-facility handoffs and improves traceability throughout the supply chain.
Frequently Asked Questions
What is the difference between cast iron and ductile iron valves?
Cast iron (gray iron) contains flake graphite, making it brittle and limited to low-pressure service. Ductile iron's nodular graphite structure delivers higher tensile strength, impact resistance, and elongation — enabling it to handle the pressure and cyclic loads common in O&G systems.
What is a ductile iron valve?
A ductile iron valve has a primary pressure-containing housing cast from spheroidal graphite iron (ASTM A536). It offers improved mechanical properties over gray iron while costing less than carbon or stainless steel for most industrial and O&G applications.
Can ductile iron be cast?
Yes, ductile iron is routinely produced by sand casting. Its excellent castability allows complex valve housing geometries to be formed in a single pour, with magnesium treatment during melting being the key step that produces the nodular graphite structure.
What are the components of the oil and gas valve?
The main components include the valve body (housing), bonnet or cover, stem, disc/gate/ball (closure element), seat rings, packing and seals, and end connections. The housing is the primary structural and pressure-containing element that ductile iron is most commonly used to produce.
What standards apply to ductile iron valve housings in oil and gas?
ASTM A536 (material standard), ASME B16.34 (pressure-temperature ratings), and API 6D (pipeline valves) are the primary standards. O&G operators typically also require ISO 9001-certified manufacturing and full material traceability documentation.
How long do ductile iron valve housings typically last in oil and gas service?
Service life depends on operating conditions, media corrosivity, and coating quality. Ductile iron piping in water service has demonstrated lifespans of 50-70 years, and coated ductile iron pipe with zinc coatings can last 100-150 years. In O&G service, correctly specified and coated housings achieve multi-decade service lives.